2049 PLC 行程未端过
一个PLC 轴的移动超出了它的终端行程极限。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
错误设定PLC 轴的行程终端极限。
在移动PLC 轴时的编程顺序错误。
[ 采取的措施]
咨询机床制造者。
2050 PLC 轴指令
PLC 轴指令不正常。
[ 索引]
轴
[ 代码]
XXYYYY
XX: 控制指令代码( 然而定位指令是由FF 替代00 来表示的)。
YYYY:
0001-> 连续定位开始指令后跟随一个有除结束指令以外的指令。或者,连续定位结束指令在开始指令前发出。
0002-> 控制指令代码不正常。
0003-> 伺服放大器未运行时,一个如定位等的轴移动控制指令或暂停指令被发出。
0004-> 进给速度数据异常。
0005-> 规定数据超过允许的范围。
0006-> 所规定程序段号与同时执行的当前程序段号不一致。
0007-> 目标位置超过行程终端。
0008-> 连续定位开始指令中不包含定位方向。
0009-> 在同时起动模式下再次发出同时起动模式ON 指令。
000A-> PLC 轴规格时,指定非法控制代码。
[ 可能的故障位置]
在移动PLC 轴时顺序的编程错误
[ 采取的措施]
咨询机床制造商。
2051 PLC 轴连续位置过
连续定位命令中包含一个不正常的最终目标位置。
[ 索引]
轴
[ 字符串]
无
[ 代码]
十六进制数代表了要求减速的距离和到目标位置剩余距离之间的差值
[ 可能的故障位置]
在移动PLC 轴时的编程顺序错误
[ 采取的措施]
咨询机床制造者。
2052 Blue Screen
发生蓝屏( 程序停止错误)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) Win32 应用程序故障
2) Windows 故障
3) Windows 驱动器故障
2053 P100-Menu error
检测到P100-Menu 异常。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
1) P100-Menu 错误
2055 无应答软件检测
发现无回应软件。
[ 索引]
无
[ 字符串]
无
[ 代码]
这是无应答软件的名称。
4E484D49:NHMI-> NC-HMI
4D41434D:MACM-> MACMAN
414E494D:ANIM-> SIMULATION
414C4D4E:ALMN-> ALARM MONITOR
5348544D:SHTM-> SHUT DOWN MONITOR
4E435741:NCWA-> NC WATCHER
5646554E:VFUN-> VERTICALLY-ARRANGED FUNCTION KEY
45425657:EBVW-> EASY OPERATION SCREEN
4542574E:EBWN-> EASY OPERATION SCREEN
57475549:WGUI-> COLLISION AVOID SYSTEM
57494E47:WING-> COLLISION AVOID SYSTEM
49474641:IGFA-> ADVANCED ONE TOUCH IGF
50524F54:PROT-> ADVANCED ONE TOUCH IGF
54454454:TEDT-> TOOL DATA EDIT
4558544E:EXTN-> EXTENDED OPERATION AREA
NT 程序名
[ 可能的故障位置]
1) NC 软件故障
2056 脚本引擎错误
脚本引擎发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
Windows API 错误代码
[ 可能的故障位置]
1) 如果为“NoSpc” 字符串,则在无脚本规格时指定脚本引擎指令。
2) 或者,脚本引擎错误。请修正程序或脚本程序。
2057 脚本呼叫
脚本调用发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
2058 CAS 工作时没有指令
在干涉检查有效时,发出了不可用指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
ZYYYY
Z 表示机床型号。
Z=1: 表示加工中心。
YYYY 表示不可用指令。
FFFA: M19, M118, M119 and axis movement command are specified in the same block.
FFFC: 轴移动指令、AT 旋转指令和 M376 规定在同一个程序段中。
FFFD: M145、M146 和轴运动指令规定在同一个程序段中。
FFFE: 线性轴和分度轴的移动指令规定在同一个程序段中。
FFFF: 对切削进给规定了一个不是3 个标准轴 (X、Y 或Z) 的轴指令。
FFEA: 发出Z 轴波动ON (M291) 指令。
任何上述规定之外的代码都表示不可用G 指令号。
[ 可能的故障位置]
干涉检查时存在不可用指令。检查加工程序。
[ 采取的措施]
如果干涉检查时需要执行的指令未生效,则通过关闭干涉检查( 防撞击参数中或发出M 代码) 解除原先的干涉检查功能。此
种
情况下,因为未执行干涉检查,所以确保在全面检查干涉之后再运行机床。
2059 检测到不工作的器械
检测到功能全部失效或功能降低的设备。然而,设备的详细信息未被确定。
[ 索引]
无
[ 字符串]
无
[ 代码]
表示有功能失效设备的号。
2060 面板计算机设备中的风扇电机异常
面板计算机的冷却风扇电机的转速超出规定范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
用于识别冷却风扇电机的代码
10101: CPU 风扇电机
[ 可能的故障位置]
面板计算机的冷却风扇电机故障
[ 采取的措施]
切断电源。更换冷却风扇电机。
2089 PLC 报警号超出范围
PLC 请求的报警号超出设定范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
XXYYYY:
XX:报警请求级别
EB-> 报警B 扩展请求
YYYY:请求报警号的十六进制数据
2090 机床位置变更后的准备期间已超过
机床重定位后的准备期间已超过。
除非输入正确的口令,否则机床不可用。
[ 索引]
无
[ 字符串]
无
[ 代码]
000000XX
XX = 出现错误时的重定位信息。
位7 : 重定位
位6 : 更换电池
位5 : 准备期间后
位4 : 无电池
位3 : 电池电量低
2092 MCS Parameter learning error
不能执行相位和振幅补偿参数的学习功能。
[ 索引]
系统
[ 代码]
4-> 不支持MCS 固件版本。
5-> 位置检测器或速度传感器不是磁性编码器。
6-> 未指定M41。
7-> 未指定M109。
8-> SDF 参数“ 速度控制周期” 的值不正确。
XYYYYYYY
X
1-> 加工
YYYYYYY
0000004-> 不支持MCS 固件版本。
0000005-> 位置检测器或速度检测器不是磁性编码器。
2093 Data word: ‘TMN’, ‘TSC’
TMN、TSC 指令不正确。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在G476 中, TMN 指令值不是0 ~ 5999999。
2: 在G476 中, TSC 指令值不是0 ~ 99999999。
3: 在G476 中, TMN 和TSC 指令的总数值为99999 小时59 分钟59 秒或以上。
[ 可能的故障位置]
G476 指令程序段的TMN 和TSC 指令
[ 采取的措施]
在G476 指令中,发出适当的TMN 和TSC 指令。
2114 MCS Inertia identification error
不能执行主轴惯量识别功能。
[ 索引]
无
[ 代码]
6-> 不支持MCS 固件版本。
7-> 在C 轴控制模式下执行本功能。
8-> 在极低速模式下执行本功能。
2120 Overload detected
在通用过载检测规格中,检测到外部电机1 ~ 8 过载。
[ 索引]
带2 个平行主轴的机床:机床系统
其它机床:无
[ 字符串]
参考通用过载检测画面1 ~ 8。
[ 代码]
1 ~ 8: 外部电机1 ~ 8
[ 可能的故障位置]
外部电机1 ~ 8
2125 外部ThiNC 报警
THiNC 报警规格时, THiNC 报警信号有效。
[ 索引]
无
[ 字符串]
参考THiNC 报警参数设定画面。
[ 代码]
无
[ 可能的故障位置]
根据报警字符串确定。
2127 THiNC 报警
THiNC 应用发出报警通知。
[ 索引]
无
[ 字符串]
THiNC 应用通知的字符串
[ 代码]
无
[ 可能的故障位置]
根据报警字符串确定。
2132 VDU communication error
与VDU ( 加速传感器装置) 的通信发生异常。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = FF [HEX] 固定
YY = 00 [HEX] 固定
ZZZZ = 错误检测时的E 链接错误状态
位15 ~ 13: 未定义
位12 =1 : 在AT 模式中, VDU 通信错误。
位11 =1 : 在MT 模式中, VDU 通信错误。
位10 =1 : AT 模式发送环错误
位9 = 1: 接收IF 部分中的数据量超出错误
位8: 未定义
位7: 未定义
位6 = 1: 调制代码错误
位5 = 1: CRC 错误
位4 = 1: 格式错误
位3 = 1: 双发送错误
位2 = 1: 双接收错误
位1 = 1: 调制代码错误
位0 = 1: 超时错误
[ 可能的故障位置]
1) VDU
2) 编码器链接电缆
3) VFA 装置
2133 VDU error
不能检测VDU ( 加速传感器装置)。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = VDU 状态
位7 = 1: 错误位 (1 错误)
位6 = 1: 空位
位5 = 1: 最新的Y 轴加速溢出
位4 = 1: 最新的X 轴加速溢出
位3 = 1: 空位
位2 = 1: 通信错误 ( 错误检测时发生)
位1 = 1: 上次的Y 轴加速溢出
位0 = 1: 上次的X 轴加速溢出
YY = VDU 报警代码
01: 停机指令停止
02: 控制参数异常
07: 用户参数校验和错误
0E: 同步错误
15: X 轴加速传感器信号异常
16: Y 轴加速传感器信号异常
17: X、Y 轴加速传感器信号异常
ZZZZ = 0 固定
[ 可能的故障位置]
1) VDU
2134 VDU initialize failed
发生VDU ( 加速传感器装置) 初始化异常。
[ 索引]
轴
[ 字符串]
提供(VFA)
[ 代码]
XXYYZZZZ
XX = 错误检测时的初始化顺序号
0: 复位
1: 网址设定
2: 通信基本信息要求
3: 通信版本的变更
4: 获得设备数据
5: 参数的变更
6: AT 模式启动
YY = 异常内容
0: 通信错误
1: 发送开始超时
2: 发送完成超时
3: 接收完成超时
4: 响应地址异常
5: 响应代码错误
6: 参数异常
ZZZZ = 数据
YY = 0 时
错误检测时的E 链接错误状态
YY = 1、2 或3
发送帧数据
YY = 4 时
响应设备的网址
YY = 5 时
接收帧数据
YY = 6 时
表示异常检测参数号
1: 接收参数数量不足。
2: 通信基本信息不匹配。
4: 通信协议版本不匹配。
[ 可能的故障位置]
1) VDU
2) 编码器链接电缆
3) VFA 装置
2135 MCS DD 编码器通信异常
编码器链接通信时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=$FF:固定
YY=$00: 检测到DD 编码器错误。
$01:检测到DD 编码器( 从传感器) 错误。
ZZZZ= 错误检测时的编码器链接状态
位15: 未定义
位14: 未定义
位13: DD 编码器( 从传感器) 的通信错误
位12: DD 编码器的通信错误
位11: MT 缓冲区错误
位10: AT 模式传输环路错误
位9: 接收IF 部分的数据溢出错误
位8: 未定义
位7: 未定义
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误# 仅在ICB-H 时发生此报警。
[ 可能的故障位置]
– 相关轴的DD 编码器或DD 编码器( 从传感器)
– 编码器链接电缆或连接器
– 变频器装置控制板
2136 MCS DD 编码器异常
DD 编码器无法进行检测。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
YY= 报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
ZZZZ=0000 固定
[ 可能的故障位置]
DD 编码器的传感器装置本体故障、传感器装置附近区域磁化,
或传感器装置周围温度异常升高。
2137 MCS DD 编码器( 从传感器) 异常
DD 编码器( 从传感器) 无法进行检测。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
YY= 报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
ZZZZ=0000 固定
[ 可能的故障位置]
DD 编码器( 从传感器) 的传感器装置本体故障、传感器装置附近区域磁化,
或传感器装置周围温度异常升高。
2138 MCS DD 编码器初始化失败
DD 编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的编码器链接初始化顺序号(1B)
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容(1B)
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据(2B)
如果YY=0
错误检测时的编码器链接状态C2ERR
如果YY=1、2、3
传输的帧信息QC2MTINF
如果YY=4
响应设备的网址
如果YY=5
报警代码+ 位置检测数据状态
报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;
触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
如果YY=6
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
5:位置数据格式不兼容
6:简写数据模式不兼容
[ 可能的故障位置]
-DD 编码器
– 编码器链接电缆或连接器
– 变频器装置控制板
2139 MCS DD 编码器( 从传感器) 初始化失败
DD 编码器( 从传感器) 初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的编码器链接初始化顺序号(1B)
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容(1B)
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据(2B)
如果YY=0
错误检测时的编码器链接状态
C2ERR
如果YY=1、2、3
传输的帧信息QC2MTINF
如果YY=4
响应设备的网址
如果YY=5
报警代码+ 位置检测数据状态
报警代码
01:停止指令停止时
02:控制参数错误
04:绝对化错误
05:初始化速度错误
08:自动设定数据错误
0D: 速度过大
0E: 同步错误
20:绝对位置不一致( 仅格式5)
21:主通信错误( 仅格式5)
3E: 绝对位置传感器代码错误
3F: 绝对位置代码检查错误
40:正侧倾斜错误
41:负侧倾斜错误
42:间距小
43:间距大
44 位置检测数据状态
位7: 错误位( 设定为1 时错误)
位6: 绝对位置传感器间隙警告(0: 正常, 1: 报警)
位5: 间距警告(“1” 时间距小;触发时间距大)
位4: 倾斜警告(“1” 时反转方向上倾斜较大;触发时正转方向上倾斜较大)
位3: 自动设定模式ON。 (0: 正常, 1: 自动设定模式)
位2: 通信错误( 每次错误检测时触发)
位1、0: 用2 位表示绝对位置代码的错误位数
如果YY=6
表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
5:位置数据格式不兼容
6:简写数据模式不兼容
[ 可能的故障位置]
-DD 编码器( 从传感器)
– 编码器链接电缆或连接器
– 变频器装置控制板
2142 MCS machine diagnostics error
在机床诊断期间发生错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1: 轴停止状态已过了1 分钟。
2: 用于定位模式轴。
[ 可能的故障位置]
NC 程序
固件
2143 MCS servo measurement error
在测量伺服特性期间发生错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1: 轴停止状态已过了1 分钟。
2: 用于定位模式轴。
[ 可能的故障位置]
NC 程序
固件
2144 MCS Power Supply Unit over load
电源装置负载超过指定值,过载保护( 电子热继电器) 功能激活。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
运行
条件
切削负载扭矩
电源装置
变频器装置
电机
2145 MCS 驱动装置外部冷却风扇停止
驱动装置外部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
2147 MCS 驱动装置内部冷却风扇停止
驱动装置内部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
2148 MCS 电源装置外部冷却风扇停止
电源装置外部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
2149 MCS 电源装置内部冷却风扇停止
电源装置内部冷却风扇停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
风扇
风扇电源连接器
2150 MCS 未登录警告
MCS 形成一个与轴控制相关的错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
十进制的报警号
[ 代码]
报警代码
[ 可能的故障位置]
根据字符串中指明的数字。
2151 MCS 例外处理
在MCS 变频器装置和MCS 软件的执行过程中发生了一个严重的报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
检查报警原因
“#1”-> 控制板错误
“#2”-> 控制电源±12V/+24V 异常
“#3”->OPF 错误
“#8”-> 电磁编码器电源异常
“#9”-> 编码器电源异常
“#10”-> 控制电源+3.3V/+1.5V 异常
“#11”-> 控制电源+5V 异常
“#12”-> 门信号异常
“#13”-> 变频器桥路异常
“#14”-> 电机过电流
“#20”->INT6 环路错误。 IR1MAIN 环路错误。
“#21”->INT5 环路错误。 IR2MAIN 环路错误。
“#22”->INT4 环路错误
“#23”->INT3 环路错误
“#24”->INT2 环路错误
“#25”->INT1 环路错误。 IR3MAIN 环路错误。
“#26”-> 访问错误
“#28”-> 奇偶校验错误
“#29”-> 监视器错误
“#30”->IRQ7 中断。 IRQ4 中断。
“#31”->NMI 中断
“#32”-> 通常的非法指令
“#33”-> 槽的非法指令
“#34”->CPU 地址错误
“#35”->DMA 地址错误。 DMAC/DTC 地址错误。
“#36”-> 未定义的俘获指令
“#37”-> 未定义的中断
“#38”->DMAC
“#39”->ITU、 MTU
“#40”->SCI
“#41”->REF、BSC
“#42”->A/D
“#43”-> 保留的系统
“#44”-> 用户中断
“#45”->DTC
“#46”->CMT
“#47”->I/O
“#48”->HUDI
“#50”->POE
“#51”->IIC3
“#52”->BANK
“#53”->DIV
“#54”->WAVEIF
“#55”-> 电源装置(IPM) 异常
[ 代码]
#1 为控制板错误内容。
#1:访问错误
#2:PWM 同步错误
#3:PWM 缓冲区操作错误
#4:控制频率错误
其它代码:电流检测用A/D 转换器偏置错误
#2、#8-#9 和#11 为各电源的电压检测值。
#3 代码表示任选程序文件的错误内容。
#1:识别码“OPF1” 错误
#2:结束码“ED” 错误
#3:和校验错误
#4:板名错误
#10、#12-#14、#20-#21 和#25-#26 为错误状态注册。
#22-#24、#28-#42、#44-#48 和#50-#55 为错误发生时的PC。
[ 可能的故障位置]
#1、#2、#10-#14、#20-#26、#28-#42、#45-#48 或#50-#55 时:
变频器装置
#3 时,
变频器装置
任选程序文件
#8 时:
电磁编码器和电磁编码器电缆
变频器装置
#9 时:
编码器和编码器电缆
变频器装置
#44 时:
用户制动控制器
2152 MCS 处理故障
MCS 在自诊过程中检测到错误。
[ 索引]
轴名称或无 ( 主轴)
[ 字符串]
无
[ 代码]
XXZZAAAA
XX:
04… 自我故障诊断数据有错。ZZ: 收到的数据。
06… 软件同步位或缓冲区A 的格式代码错误。
07… 软件同步位或缓冲区B 的格式代码错误。
08… 在数据通信中发生一个错误。
ZZ 显示数据种类。AAAA 总是0。
ZZ:
1… 转速指令(8408)
2… 激光线性比例值(4413)
3… 后冲 (4406)
4… 无定位错误补偿的实际位置(440A)
5… 定位错误补偿量(4403)
6… 全封闭环路代码数值(4410)
7… 半封闭环路代码器值(4411)
8… ODIFF(4415)
10.. 分离行程中的APA(4404)
11.. 定位的加速/ 减速时间(4422)
12.. 零偏置量
13.. 就位宽度(4420)
14.. 分离的行程的最大值(4405)
15.. 点数据改变
[ 可能的故障位置]
错误的MCS 控制器
MSC 数据和NC 数据不匹配
2153 MCS CONAPA 偏差
CON 和APA 的差值已经超过了允许的极限。CON-APC 的偏差是[ 写入MCS 的计算值] 和[ 从MCS 中读取的当前位置] 之间的
差的绝对值。
NC 控制软件检测这个偏差。而通常MCS 检测DIFF 的值。
如果MCS 造成严重的错误且不能监测DIFF 值,则出现报警。
[ 索引]
轴名称
[ 字符串]
无
[ 代码]
十六进制中的偏差绝对值( 参考单位)
[ 可能的故障位置]
错误的MCS 控制器
MCS 数据和NC 数据不匹配
2154 MCS 电源单元异常
电源装置引起一个错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
AAAAXYZZ
AAAA 始终为0。
X= 报警号
0:直流电压报警
1:交流输入电压报警
2:控制电源异常
3:控制状态异常
4:再生过载
5:散热器过热
6:CPU 错误
7:备用
Y= 电源装置状态
位3:电源装置中发生报警( 警告时为0)
位2:直流电源正在供电
位1:OPRON 输入关闭
位0:PWON 输入关闭
ZZ= 报警数据
X( 报警号)=0 时,使用7F[HEX]=500V 表示直流电压
X( 报警号)=1 时,使用80[HEX]=300V 表示交流电压
X( 报警号)=2 时,
1:+5V 电压异常
2:+12V 电压异常
3:-12V 电压异常
4:+24V 电压异常
X( 报警号)=3 时,
1:电源线过电流
2:电源装置异常
3:转换器桥路短路
4:再生电路异常( 电源再生电路型)
5:再生电路异常( 电阻器放电反馈电路型)
X( 报警号)=4 时,未定义
X( 报警号)=5 时,未定义
X( 报警号)=6 时,未定义
[ 可能的故障位置]
电源电压
运行条件
电源装置
变频器装置
2155 MCS 变频器环异常
转换器链接( 电源装置和变频器装置之间的通信) 发生错误,导致无法监视电源装置的状态。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XYYYYYZZ
X=0: 通信错误
X=1: 超时错误( 通信中断)
YYYYY=0 固定
ZZ
如果X=0,通信错误状态
如果X=1、0 固定
[ 可能的故障位置]
转换器链接电缆或连接器
变频器装置控制板
电源装置
2156 MCS 变频器DC 总线电压异常
变频器装置的DC 总线电压异常升高或下降。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 过电压检测值
7FF8[HEX]=500V 时显示
YYYY= 欠电压检测值
7FF8[HEX]=500V 时显示
[ 可能的故障位置]
电源电压
变频器装置
电源装置
2157 MCS 电机过流
检测到变频器装置电机电源线中的电流过大。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
<BL/PREX 时>
XXXX=U 相电流检测值
3FFF[HEX]= 以最大瞬时电流显示
YYYY=W 相电流检测值
3FFF[HEX]= 以最大瞬时电流显示
<VAC 时>
XXXX=U 相电流检测值
AAA[HEX]= 以最大瞬时电流显示
YYYY=W 相电流检测值
AAA[HEX]= 以最大瞬时电流显示
[ 可能的故障位置]
电机绝缘故障
变频器装置
2158 MCS 变频器过热
变频器装置温度异常升高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1 固定
[ 可能的故障位置]
运行条件
变频器装置
2159 MCS 变频器过载
变频器载荷已超过规定值,启动过载保护功能。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 用于检测过载的保护曲线的伽玛
YYYY= 过载检测时的累计数据
[ 可能的故障位置]
运行条件
切削负载扭矩
伺服数据文件
变频器装置
2160 MCS 电源电压异常
电源装置的输入电压异常升高或下降。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到错误时的电压值
以十六进制表示: 01[HEX]=0V
以十六进制表示: 80[HEX]=300V
[ 可能的故障位置]
电源电压
电源电缆的直径和长度
电源装置
2161 MCS 变频器版本错
变频器装置的允许电流值小于伺服数据文件中指定的电流极限值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1 固定
[ 可能的故障位置]
变频器装置
伺服数据文件
2162 MCS 绕组线圈变换异常
绕组切换电磁开关发生异常。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
XXXXXXXX=
00000001[HEX]: LOW 侧MC 的ON 检测
00000002[HEX]: HIGH 侧MC 的ON 检测
00000003[HEX]: LOW 侧和HIGH 侧MC 同时ON 检测
00000004[HEX]: 绕组切换超时
10100001[HEX]: 伺服数据文件异常
[ 可能的故障位置]
绕组切换电磁开关
2163 MCS 编码器环通讯异常
编码器链接通信时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=FF[HEX]( 固定)
YY=00[HEX] 电机编码器处检测到错误。
01[HEX]:带轴编码器处检测到错误。
02[HEX]:独立编码器处检测到错误。
03[HEX]:绝对光栅尺处检测到错误。
04[HEX]:辅助滑块处检测到错误
ZZZZ= 错误检测时的编码器链接状态
位15:独立编码器的通信错误
位14:绝对光栅尺2 的通信错误
位13:带轴编码器或绝对光栅尺的通信错误
位12:电机编码器的通信错误
位11:未定义
位10:AT 模式传输环路错误
位9:接收IF 部分的数据溢出错误
位8:未定义
位7:未定义
位6:调制代码错误
位5:CRC 错误
位4:格式错误
位3:双向传输错误
位2:双向接收错误
位1:奇偶校验错误
位0:超时错误
[ 可能的故障位置]
相关轴的电机编码器、绝对光栅尺、带轴编码器或独立编码器
编码器链接电缆或连接器
变频器装置控制板
2164 MCS 编码器异常
电机编码器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据。
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
电机编码器
2165 MCS 编码器初始化异常
电机编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
电机编码器
编码器链接电缆或连接器
变频器装置控制板
2166 MCS 别置型编码器异常
带轴编码器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
带轴编码器
2167 MCS 别置型编码器初始化异常
带轴编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
带轴编码器
编码器链接电缆或连接器
变频器装置控制板
2168 MCS Linear encoder error
绝对光栅尺无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
绝对光栅尺
2169 MCS Linear encoder initialize
绝对光栅尺初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
2170 MCS 磁编码器异常
电磁编码器无法检测位置数据,或电磁
编码器齿轮齿数和伺服数据文件的设定值不一致。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 错误内容
000A[HEX]=A 相电压异常
000B[HEX]=B 相电压异常
000C[HEX]= 电磁编码器脉冲信号异常
其它= 电磁编码器脉冲计数溢出或标记数据错误时的伺服数据文件设定值
( 设定脉冲数或齿轮齿数)
YYYY= 错误数据
如果XXXX=000A[HEX]: A 相电压值( 使用7FFF[HEX]=2.5V 表示)
如果XXXX=000B[HEX]: B 相电压值( 使用7FFF[HEX]=2.5V 表示)
如果XXXX=000C[HEX]: 0( 固定)
其它情况: 电磁编码器计数检测值或齿轮齿数检测值
[ 可能的故障位置]
伺服数据文件
电磁编码器
电磁编码器电缆
2171 MCS 旋转变压器异常
分解器无法检测位置数据。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
FFFFFFFF[HEX]: 断开
FFFFFFFF[HEX] 以外: 加速度过大
[ 可能的故障位置]
分解器
分解器信号线
变频器装置
2172 MCS 脉冲发生器计数溢出
PG( 脉冲发生器) 的1 转计数和伺服数据文件的设定值不一致。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 伺服数据文件设定值(PG1 转的计数值)
YYYY= 计数值
[ 可能的故障位置]
伺服数据文件
电磁编码器
电磁编码器电缆
2173 MCS 电机过热
电机温度异常升高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX=0 固定
如果YYYY=0010[HEX]: 过热
如果YYYY=0011[HEX]: 电机过热[BL/PREX]
如果YYYY=0012[HEX]: 编码器过热[BL/PREX]
如果YYYY=0013[HEX]: 电机和编码器过热[BL/PREX]
[ 可能的故障位置]
运行条件
相关轴的电机
电机编码器
编码器链接电缆
2174 MCS 伺服环通讯异常
伺服链接中发生了通信错误,导致无法接收来自NC 的指令。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX=0 固定
YYYY= 各位表示通信错误的种类( 错误检测时的伺服链接错误状态)
位15: 第二个B 缓冲区错误
位14: 第二个A 缓冲区错误
位13: 第一个B 缓冲区错误
位12: 第一个A 缓冲区错误
位11: MT 缓冲区错误
位10: 中继处理错误
位9: 接收IF 部分的数据溢出错误
位8: 断线错误
位7: 地址指针错误
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误
[ 可能的故障位置]
伺服链接电缆或连接器
变频器装置控制板
SVDN 板
2175 MCS 伺服环断线
断开伺服链接电缆后,导致无法接收到来自NC 的指令。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 断开位置
0000[HEX]: 正好在故障装置之前断开
8000[HEX]: 在故障装置前断开
YYYY= 错误检测时的伺服链接错误状态
[ 可能的故障位置]
伺服链接电缆或连接器
变频器装置控制板
SVDN 板
2176 MCS 伺服环通讯协议异常
从NC 发送至变频器装置的数据的格式或时间错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
表示错误内容号
1:A 缓冲区软件同步错误
2:A 缓冲区格式代码错误
3:B 缓冲区软件同步错误
4:B 缓冲区格式代码错误
5:B 缓冲区程序段号错误
[ 可能的故障位置]
NC 软件
变频器装置控制板
SVDN 板
2177 MCS 伺服数据异常
初始化或运行中, NC 发送的伺服数据不适用。
如果在更换变频器装置时发生该报警,则伺服数据文件
和变频器装置间的适用关系错误。 如果在调整变更伺服数据时发生该报警,则变更的伺服数据错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYZZ
XXXX= 检测到错误的数据ID 号[HEX]
YY= 检测到错误的数据组号
ZZ= 错误详情
1:超出设定范围
2:设定时间错误
3:无传输
4:计算错误
5:其它
6:ID 号个数超出( 无扩展伺服数据)
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
2178 MCS 命令异常
通过伺服链接, NC 和变频器装置之间互相传送指令/ 响应数据。
但是, NC 发送至变频器装置的指令异常或不支持。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX
0010[HEX]: 定位模式指令点数超出
0011[HEX]: 定位模式负指令值
0012[HEX]: 定位模式指令位置> 控制目标1 转
0013[HEX]: 未传输定位模式定位点表
0014[HEX]: 非定位模式旋转轴
0015[HEX]: 定位模式指令格式不是点
0016[HEX]: 定位模式定位子模式错误
0021[HEX]: 组切换指定组数超出
0022[HEX]: 模式未定义模式
0023[HEX]: 模式定位/ 刀具路径模式条件
0024[HEX]: 坐标系 坐标系指定错误
0030[HEX]: S- 链路A 缓冲区的未定义位数据ON
0031[HEX]: S- 链路B 缓冲区的未定义位数据ON
0040[HEX]: 在未接收时间同步指令时切换至AT 模式
YYYY= 错误数据
XXXX 为0010 到0016[HEX] 时,表示定位子模式。
0:程序模式
1:检索模式
2:脉冲手轮模式
3:示教模式
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
2179 MCS CON 速度溢出
NC 发送到变频器装置的位置指令增量值(SRCOND) 超过了允许值。
如果在定位轴中发生该报警,则伺服数据文件的数据可能错误。
( 变频器装置计算定位轴的位置指令增量值。)
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 指定的CON 速度
2^-16[pr/Tp]( 速度模式: [su/Tc])
pr= 位置编码器的一转
Tp= 位置控制频率
su= 基准单位
Tc= 指令频率
然而下列数据具有特殊意义。
1:增量太大,因而在初步检查时将其判断为错误。
2:位置指令值(SRCON) 超出编码器测量范围的绝对值 ( 仅是线性轴)。
3:螺纹切削进给倍率模式中的速度指令值超出允许值。
[ 可能的故障位置]
伺服数据文件
NC 软件
2180 MCS 速度指令溢出
NC 发送至变频器装置的速度指令值超过了允许值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 指定的速度指令值。 2^-32[2.5kHz]
[ 可能的故障位置]
机械驱动系统的惯量和摩擦阻力
变频器装置
电机
电源电压
2181 MCS DIFF 溢出
位置控制中的位置误差过大。
轴位于目标值( 静止) 时,其目标值和计算值
与当前位置一致。 如果指令新的轴移动指令,则将开始计算
目标值以生成计算值(RCON)。 此时,当前位置相对计算值
有一定的延时。 此延时量([ 计算值]-[ 当前位置]) 称为随动误差;
随动误差超过指定的允许值时发生报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的位置误差
2^-16[pr]
pr= 位置编码器的一转
[ 可能的故障位置]
机械驱动系统的惯量和摩擦阻力
变频器装置
电机
2182 MCS APA 速度过大
位置编码器的值(RAPA) 随电机旋转而变化。 在指定时间间隔内
监视位置编码器值的变化量。 各轴进给速度相对于正常的
快速进给速度过快,或
由于位置编码器故障导致变化量过大等时,
如果单位时间内的变化量连续超过特定允许值,则发生该报警。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的APA 速度
2^-16[pr/Tp]
pr= 位置编码器的一转
Tp= 位置控制频率
然而下列数据具有特殊意义。
1:线性轴超过行程范围。
2:旋转轴超过行程范围(360°)。
3:限制轴超过行程范围。
[ 可能的故障位置]
变频器装置控制板
电机编码器(BL 电机时)
编码器链接电缆或连接器(BL 电机时)
PG 或电磁编码器(VAC 电机时)
PG 或电磁编码器电缆或连接器(VAC 电机时)
2183 MCS 全闭环位置检测异常
全闭环编码器的位置检测值
与电机编码器的位置检测值的差超过了允许值。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 错误检测次数
[ 可能的故障位置]
全闭环合成偏置值
绝对光栅尺或带轴编码器
驱动系统的空转
2184 MCS 速度过大
实际电机速度过高。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 检测到的速度
[2.5kHz/4294967296]
[ 可能的故障位置]
变频器装置控制板
电机编码器(BL 电机时)
编码器链接电缆或连接器(BL 电机时)
分解器或电磁编码器(VAC 电机时)
分解器或电磁编码器电缆或连接器(VAC 电机时)
2185 MCS 速度偏差过大
指令速度与实际速度偏差过大。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 检测到的扭矩(4 毫秒内的扭矩和)
±[MAXTRQ/32768]
YYYY= 检测到的加速度(4 毫秒内的平均值)
±[2.5kHz/4ms/65536]
XXXXYYYY=00000001 时,由于下溢错误数据为“0”。
[ 可能的故障位置]
切削负载扭矩
变频器装置
电机
2186 MCS 冲突检出
NC 扭矩限定器通过电机输出扭矩= 电机加速度的关系检测到轴的干涉。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX= 检测到的扭矩(4 毫秒内的扭矩和)
±[MAXTRQ/32768]
YYYY= 检测到的加速度(4 毫秒内的平均值)
±[2.5kHz/4ms/65536]
XXXXYYYY=00000001 时,由于下溢错误数据为“0”。
[ 可能的故障位置]
机械驱动系统的干涉
NC 扭矩限定器设定值
电机编码器
变频器装置
电机
2187 MCS 紧急停止超时
激活紧急停止功能后,机床无法在规定时间内停止。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1:紧急停止时间超时
2:紧急停止时减速时间超时
3:报警停止时减速时间超时
[ 可能的故障位置]
伺服数据文件
NC 软件
变频器装置控制板
电机
2188 MCS 伺服轴皮带断裂
检测到皮带驱动轴的皮带断裂。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX= 皮带断裂检测时的负载扭矩[HEX]
[ 可能的故障位置]
皮带
2189 MCS 换轴控制错误
轴切换不能正常进行。( 这不是MCS 中引起的一个报警。)
[ 索引]
通过轴变换选定轴
[ 字符串]
无
[ 代码]
1 : MCS 在10 秒之内不复位。
2 : 参数设定号匹配信号或控制准备就绪信号在10 秒钟之内未能接通。
3 : MCS 没有在10 秒之内接收到来自分割编码器的最大的APA 值。
6 : MCS 控制器没有在10 秒内改变就位量或零点偏移量。
A : 在报警产生10 秒中内, MCS 控制器无法变换就位总量和零点偏移量。
[ 可能的故障位置]
PLC 轴错误的MCS 控制器
错误软件
2190 MCS 独立编码器初始化异常
独立编码器初始化时发生错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
独立编码器
编码器链接电缆或连接器
变频器装置控制板
2191 MCS APA 异常
APA 计算时发生计算错误。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX
1:线性轴分配行程过大
2:半闭环位置数据转换溢出([pr]->[pf])
3:合成时下溢
4:合成时溢出
5:混合控制输入溢出
6:混合控制初始化溢出
[ 可能的故障位置]
电机编码器、带轴编码器或光栅尺
伺服数据文件
变频器装置控制板
编码器原点偏置
电机联轴器
2192 MCS 电机过载
电机负载已超过规定值,启动过载保护功能。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYYY
XXXX: 检测到的过载保护曲线的伽玛
YYYY: 过载检测时的累计数据
然而下列数据具有特殊意义。
FFFFFFFF: 电子热继电器初始化时,无法自动判断电机。
[ 可能的故障位置]
电机
运行过载
伺服数据文件
2193 MCS 油压检测值错误
液压装置液压检测值异常。
[ 索引]
25:OPU1
26:OPU2
[ 代码]
XXXXYYYY
XXXX: 压力指令值
YYYY: 压力检测值
然而,它对下列数据具有特殊意义。
FFFFFFFF: 检测到断开。
[ 可能的故障位置]
压力指令值
SDF 设定值
压力传感器电缆
压力传感器
液压装置
2194 MCS 切换式绝对光尺的辅助滑块异常
切换型绝对光栅尺的辅助滑块无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 编码器的错误代码
YY= 编码器的详细状态
ZZZZ= 多回转位置数据
如果多回转位置数据超过允许旋转范围:
XX=0 固定
YY=1 固定
ZZZZ= 多回转位置数据
[ 可能的故障位置]
辅助滑块
辅助滑块的编码器链接电缆
变频器装置
2195 MCS 双驱动控制通信异常
在同步轴串联控制的从站间通信中,
从动轴接收到的通信数据异常。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXYYZZ
XXXX= 错误内容
0001:未达到通信数据计数器上限
0002:通信数据格式代码未知
YY= 通信方式
00:伺服链接
01:编码器链接
ZZ= 数据
XXXX=0001 时, “0” 固定
XXXX=0002 时,未知的格式代码
[ 可能的故障位置]
变频器装置
伺服链接电缆
2196 MCS 全绝对刻度链接异常
全绝对光栅尺的通信发生错误,导致无法检测位置速度等。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX=FF[HEX]( 固定)
YY=00[HEX]( 固定)
ZZZZ= 错误检测时的编码器链接状态
位15: 独立编码器的通信错误
位14: 绝对光栅尺2 的通信错误
位13: 带轴编码器或绝对光栅尺的通信错误
位12: 电机编码器的通信错误
位11: 未定义
位10: AT 模式传输环路错误
位9: 接收IF 部分的数据溢出错误
位8: 未定义
位7: 未定义
位6: 调制代码错误
位5: CRC 错误
位4: 格式错误
位3: 双向传输错误
位2: 双向接收错误
位1: 奇偶校验错误
位0: 超时错误
[ 可能的故障位置]
目标轴的全绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
2197 MCS 全绝对刻度错误
全绝对光栅尺无法进行检测。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 全绝对光栅尺状态
位7: 报警
位6: 警告
位5: 80um 数字对比超出范围
位4: 80um 数字振幅超出范围
位3: 未定义
位2: 80um 数字振幅
1=80um 数字振幅大
0=80um 数字振幅小( 仅在位4 为ON 时有效)
位1、0: 绝对代码检查
11=3 字节以上
10=2 字节
01=1 字节
00=0 字节或2 位以下
YY= 全绝对光栅尺的报警代码
01:停止指令后的位置数据请求
02:控制参数错误
05:初始化速度过大
06:脉冲计数错误
0D: 速度过大
0E: 同步错误
0F: 温度异常
40:80um 数字振幅级别过小( 但是偏置级别正常)
41:80um 数字振幅级别过小( 且偏置级别过小)
42:80um 数字振幅级别过大
43:80um 数字对比过小
44:80um 数字对比过大
48:绝对代码检查错误
49:升高时绝对代码检查错误
4A: 绝对代码均为“0”
4B: 绝对代码均为“1”
ZZZZ= 全绝对光栅尺位置数据
每2mm 螺距的位置数据
[ 可能的故障位置]
全绝对光栅尺
2198 MCS 全绝对刻度初始
全绝对光栅尺初始化时发生错误。
[ 索引]
轴或无( 主轴)
[ 字符串]
无
[ 代码]
XXYYZZZZ
XX= 错误检测时的E 链接顺序号
0:复位
1:网址设定
2:请求发送通信的基本信息
3:通信版本改变
4:获取设备信息
5:改变参数
6:位置检测起动
7:AT 模式起动
YY= 错误内容
0:通信错误
1:传输开始时间超时
2:传输结束时间超时
3:接收结束时间超时
4:响应地址异常
5:响应代码异常
6:参数错误
ZZZZ= 数据
如果YY=0,
错误检测时的编码器链接状态
如果YY=1、2、3,传输的帧信息
如果YY=4,响应设备的网址
如果YY=5,接收的帧信息
如果YY=6,表示被检测到有误的参数号。
1:接收的参数数目不足
2:通信的基本信息不兼容
3:多回转检测范围不匹配
4:通信协议版本不兼容
[ 可能的故障位置]
全绝对光栅尺
编码器链接电缆或连接器
变频器装置控制板
2199 MCS 轴停止信号异常
检测到输入MCS 装置的PSRDY 信号异常。
[ 索引]
轴名称或无( 主轴)
[ 字符串]
无
[ 代码]
XXXXXXXX=1( 固定)
[ 可能的故障位置]
行程终端限位开关或其信号线
OPR 电缆或连接器
转换器链接电缆或连接器
POS 装置
2200 调度程序 ‘Q’
非法的调度程序Q 指令
[ 索引]
无
[ 字符串]
发出字符串指令时,为指令字符串
非以上情况时,为无。
[ 代码]
1-> 地址字符之外的数据被指定,而Q 指令必须指定。
4-> Q 之外的地址字符被指定,而Q 指令必须指定。
其它-> 非零的数字Q 值 < Q 9999。
Q 值的十六进制数
[ 可能的故障位置]
调度程序
程序示例:
PSELECT A.MIN,,,20 1
PSELECT B.MIN,,,P 10 4
PSELECT C.MIN,,,Q 20000 D020 (20000 的十六进制)
PSELECT C.MIN,,,Q ‘5’ None ( 字符串可用)
[ 采取的措施]
改正调度程序中的Q 指令。
示例 : PSELECT A.MIN,, Q 20
2201 调度程序 助记符
除PSELECT, IF, GOTO, VSET 和结束以外的非法调度程序指令被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
指令前四个字符ASCII 码的十六进制数
[ 可能的故障位置]
调度程序
程序示例:
N100 PSELECTA.MIN,, Q10
N200 G00 X100 Z200
[ 采取的措施]
删除调度程序中的错误指令。
2202 调度程序 程序结束
在调度程序中未指定程序结束指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
调度程序
程序示例:
N010 VSET V1=1
N020 PSELECT LOADER.MIN
N030 PSELECT SHAFTR.MIN
N040 VSET V1=V1+1
N050 IF [V3 LE 10] N020
[ 采取的措施]
在调度结束处指定结束命令。
示例:
N010 VSET V1=1
N050 IF [V3 LE 10] N020
N60 END
2203 FIRST MOVEMENT AFTER SLOPE MACHINING ISN’T G0,G1.
嵌套指令G69 期间的斜面加工ON 指令 (G69) 或G68 指令之后,在第一个轴移动指令中,
第一个移动指令不是定位指令 (G00) 或线性插补指令 (G01)。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的G 代码指令
[ 可能的故障位置]
零件程序错误
[ 采取的措施]
紧接在斜面加工指令后面的移动指令应为定位指令 (G00) 或线性插补指令 (G01)。
当任选参数No.114 位1 设为ON 时,不会发出此警报。
但不建议使用此参数设定。
2204 表达式 右侧
在表达式右边指定了一个非法指令。指定了非数字数据指令,输入变量,变量系统,公有变量,局部变量及扩展地址字符。
[ 索引]
无
[ 字符串]
发出字符串指令时,为指令字符串。
非以上情况时,为无。
[ 代码]
2-> 输出变量(VDOUT)
IC->(=)
2E-> 地址字符(A-F, H-L, P-Z)
30-> M 代码空助记M 代码
32-> G 代码空助记G 代码
36-> 顺序名称
38-> 程序名
3C-> M 宏代码
3E-> 打印出的字符串(“–“)
40-> 省略号字符串( ‘–‘)
44-> 报警注释变量(VUACM)
63-> 其它
[ 可能的故障位置]
错误程序
程序举例:
VC1 = X WRITE
VC1=VTNM[1] ( 公用变量右侧使用了字符串类型的系统变量。)
VC1=’A’ ( 公用变量右侧使用了省略号字符串。)
[ 采取的措施]
修正程序。
2205 表达式 运算
表达式计算错误
[ 索引]
无
[ 字符串]
无
[ 代码]
XXYY
XX :
位0: 加法时溢出
位1: 在ABS 数据转换成整数时溢出
位2: 从BCD 转换到BIN
位3: 从BIN 转换到BCD
位4: DROUND、DFIX 和DFUP 指令被指定在除毫米( 英寸) 以外的单位系中。
位5: 字符串数据的计算指令
YY: 浮点计算错误
位0: 在转换成整数时溢出
位1: 指数下溢
位2: 指数溢出
位3: 计算一个负数的根
位4: 用0 除
位5: 角度溢出
位6: 乘法和除法溢出
[ 可能的故障位置]
计算结果
程序举例:
VC1 = 0
VC2 = VC2/VC1 -> 代码10 被0 除
VTNM[1]=VTNM[1]+1 ( 计算字符串类型的系统变量。)
[ 采取的措施]
检查计算结果并纠正表达式或一个值。
2206 表达式 语法
表达式的语法错误
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 下标表达式的计算在下标表达式的计算范围内预定。
2-> 下标表达式的始端无左括号”[”
3-> 多于3 个下标表达式
4-> 左括号”[” 的数目和右括号”]” 的不相吻合。
5-> 操作数与其处理装置不相吻合。
6-> 顺序终结在表达式范围之内。
7-> 有两个以上方案。
[ 可能的故障位置]
错误程序
程序举例:
VC1 = VGCOD [VC[10*2]]]
删除一个”]” 符号。
[ 采取的措施]
修正程序。
2207 表达式 下标
下标表示式错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 两个以上下标表达式
512F-> 下标表达式不是数值。
其它-> 下标的表达式结果超过下标的范围。
[ 可能的故障位置]
错误程序
程序举例:
X = VC [1, 6] 写入
[ 采取的措施]
修正程序。
2208 表达式 缓冲溢出
表达式的数目太大,使计算不可能。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在计算下标表达式及运算表达式时,操作员堆栈溢出( 大于16)
2-> 在计算运算表达式中操作员数据堆栈溢出( 大于8)
[ 可能的故障位置]
错误程序
[ 采取的措施]
修正程序。
2209 表达式 局部变量
命名的就地变量未注册。( 在程序段右侧问题中的局部变量指定时,它首先出现。)
[ 索引]
无
[ 字符串]
无
[ 代码]
以十六进制输入的ASCII 局部变量代码
[ 可能的故障位置]
错误程序
程序示例: 如果将下列表达式写入程序的始端,将发生这一报警。
VC1 = AB WRITE
报警代码 : “41420000”
[ 采取的措施]
修正程序。
在使用前设定局部变量。
2210 程序非法指令 G 代码
非法G 代码
大于399 或小于00 的数值分配给地址符G (00 < G < 399)。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的G 代码的十六进制数
[ 可能的故障位置]
错误程序
[ 采取的措施]
检查G 代码。
2211 程序非法指令 M 代码
非法M 代码
大于399 或小于00 的数值分配给地址字符M (00 < G < 399)。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的M 代码的十六进制数
[ 可能的故障位置]
错误程序
[ 采取的措施]
检查M 码。
2212 程序非法指令 公共变量
公用变量指定错误
下面情况时报警发生
a) 在V 后面指定的字符不是字母数字字符,或
b) V0 被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 在地址字符V 后非字母数字字符被指定,或V0 已被编程。
其它-> 指定的变量数目不是1 V 128 和 901 V 932 。
指定的变量数的十六进制数
[ 采取的措施]
检查程序。
2213 程序非法指令 系统变量
错误的系统变量指令
输入在系统变量中未注册的名称或在V 后面跟随4 个以上的字符。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定系统变量名V 后开始4 个字母的ASCII 码的16 进制数
1: 刀尖控制模式中,指定工件原点的写入。
2: 刀尖控制模式中,指定刀具长度补偿数据的写入。
3:刀具位移功能有效时指定写入刀具长度补偿数据。
4:使用了不能用于P300 的系统变量。
5:尽管未提供新刀具管理规格,仍指定新刀具管理
的系统变量。
6: 工作台移动时无法设定(%MX17.0647.13:ON)
7: 尽管没有TOOL-ID 规格,仍发出了TOOL-ID 系统变量指令。
8: 使用了不能用于TOOL-ID 的系统变量。
9: 尽管没有动态刀具负载控制规格,仍发出了用于动态刀具负载控制的系统变量指令。
A: 在启用当前刀具和FS 控制的情况下,当主轴处于旋转状态且机床未锁定时,
发出了刀具刃口角度/ 晃度的写入指令。
[ 采取的措施]
检查系统变量。
2214 程序非法指令 顺序名
非法顺序名指定
a) 以”N” 开头的字符串不正确。
b) 以”N” 开头的字符串包含有一个非字母数字的字符。
c) 在”N” 后的字符数大于6。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 非字母数字字符在N 之后。
2-> 在地址字符N 后的字符数大于6。
[ 可能的故障位置]
顺序名结构
程序举例:
N123456 ( 字符数太多)
[ 采取的措施]
改正顺序名。
2215 程序非法指令 数字数据
指定数字数据中的错误
a) 数据包括2 个以上小数点。
b) 数据包括9 个以上的位数 ( 未包括小数点)。
[ 索引]
无
[ 字符串]
无
[ 代码]
8-> 数字数据的位数大于9。
其它-> 指定了2 个以上的小数点。数位留给第二个小数点。
示例 : 如果VC1=123.456.78,则代码为”6″。
[ 可能的故障位置]
数字数据
程序举例:
VC1 = 123456789 ( 数字太多)
VC1 = (2 个以上的下小数点)
[ 采取的措施]
修正数字数据。
2216 程序要素数溢出
系数分类代码号或参数超出站容量(126) 或系数号已超出站容量(64)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 系数分类代码号或参数已超出站容量。
2-> 系数号已超出站容量(64)。
[ 可能的故障位置]
在同一个程序块上指定了过多的程序元素 ( 程序长度过长)。
程序示例:
AA=0+1+2+3+4+5+6+7+8+9+0+1+……+9+0+1+2
1 2…………6 -> 代码1
P=0 P=1 P=2 P=3 P=4 P=5 P=6 P=7 P=8 P=9
Q=0………..Q=9 R=0…………R=9 I=0 I=1 I=2 I=3 -> 代码2
[ 采取的措施]
校正程序( 将程序段分为2 个程序段)。
2217 程序非法指令 字符的使用
非法符号被指定。
指定的符号是 “]”, “[“, “=”, “*”, “/”, “+”, “-“, “.”, DEL, BS, CR, HT 和 SP。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定符号ASCII 码的十六进制数
[ 可能的故障位置]
程序内的符号
[ 采取的措施]
修正指令。
2218 程序非法指令 程序名
程序名( 以地址符0 为开端的一个指令) 含有数字字母以外的字符或者字符太多。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 地址字符0 后无字符,或非字母数字字符跟随其后。
2-> 在地址字符0 后的字符数大于4。
[ 可能的故障位置]
程序中的O 指令
程序举例:
O1*AB -> 报警代码 1
OABCDE -> 报警代码2
[ 采取的措施]
正确地指定O 指令值。
2219 子程序 循环
在Q 指令中除了1 到9999 之外的子程序重复编号被指定。
在调出一个子程序的CALL 指令中,和在轴移动完成后调出一个子程序的MODIN 指令中,子程序重复数由一个Q 指令指定。
[ 索引]
无
[ 字符串]
发出字符串指令时,为指令字符串。
非以上情况时,为无。
[ 代码]
指定重复号的十六进制数
[ 可能的故障位置]
在CALL 或MODIN 程序段中的Q 指令数据
程序举例:
CALL O**** QMODIN
O*** Q-
[ 采取的措施]
检查并修正CALL 和MODIN 程序段中的Q 指令数据。
2220 子程序 栈
子程序的嵌套级高于8 ;或调用子程序的用于返回程序的RTS 语句超过调用子程序的CALL 语句号;
或者取消MODIN 模式的MODOUT 语句大于MODIN 语句号。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> RTS 语句的数目太大。
2-> 子程序中的嵌套级超过8。
3-> MODOUT 语句的数目太大。
4-> MODIN 模式的嵌套级超过8。
5-> 在MODIN 模式被调用并且被取消的等级中存在不匹配。
[ 可能的故障位置]
在零件程序中CALL、RTS、MODIN 和 MODOUT 语句的数目。
程序举例:

[ 采取的措施]
在零件程序中检查嵌套级和CALL, RTS, MODIN 与MODOUT 号,并按要求修正。
2221 子程序 程序名
在含有CALL 或MODIN 语句的顺序中无子程序名被指定。或者按此顺序指定的子程序名未在程序名堆栈中注册。
或表达式的值超出设定范围。
[ 索引]
无
[ 字符串]
程序名
[ 代码]
1-> 未指定子程序名。
2-> 可编程的子程序名未在程序名注册堆栈注册。
3-> 用表达式指令程序名时,表达式的值为 EMPTY 或 不在 0 至 9999 的范围内。
[ 可能的故障位置]
MC937008R0700601050001
在该程序中以CALL 或MODIN 指令指定的程序名。
程序举例:
1) CALL 未指定的调入子程序
2) CALL ??? 错误的子程序名
[ 采取的措施]
指定一个正确的子程序名。
2222 助记符或局部变量
局部变量名称包含4 个以上的字符。保留字( 助记的拼写) 是错误的。
如果在一助记符后没有空格,则助记符和与其后指定的字构成的两个字被当作一个单字处理,因而产生报警。
[ 索引]
无
[ 字符串]
指定的局部变量名或保留字
[ 代码]
无
[ 可能的故障位置]
一个报警通常发生在一个字符串由五个或更多的字符组成时,或者是一个助记符的拼写错误或者是一个助记符后没有空格。
程序举例:
局部变量->LPTNT = LP1 + 1 ( 超过4 个字符)
助记符->FMILRX100 Y100 Z100 ( 助记符和轴指令X 之间无空格)
[ 采取的措施]
如果一个局部变量,检查字符数并指定正确数据。
如果有助记符,在助记符和随后的指令之间插入一个空格。
2223 分支(IF,GOTO) 顺序名
指令IF 或GOTO 语句的分支顺序名错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:未指定进行分支指令的顺序名。
2:指定的顺序名未找到。
3:操作期间子程序中的分支指令。
[ 可能的故障位置]
IF 或GOTO 语句程序段的顺序名
程序举例:
GOTO _____
未指定顺序名。
[ 采取的措施]
为分支程序指定一个正确的指定顺序名。
2224 分支(IF,GOTO) 条件
错误指令位于IF 后或条件评价数据不正确。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在IF 后面无”(”
2-> 在IF 后( ) 内的数据不是一个比较表达式。
[ 可能的故障位置]
句法错误
1) 在IF 语句后无”(”
2) 在IF 后( ) 内的数据不是一个比较表达式。
程序举例:
IF _ CV1 LT 5) N100
“(” 未指定
[ 采取的措施]
指定正确的指令。
2225 不能使用 G 代码
选定规格无效的G 代码被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的G 代码的十六进制数
[ 可能的故障位置]
指定的G 代码的十六进制数
程序举例:
N001 G99 X100 ( 不使用G99 )
[ 采取的措施]
在规格中指定G 代码。
2226 特殊G 代码表
在特殊G 代码(CALL, RTS, MODIN, MODOUT, G 宏代码, NOEX, MSG, NMSG, RTMDI, RTMCR GRON, GROF, 等) 已注册的表
失效或注册不正确。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的G 代码的十六进制数
[ 可能的故障位置]
控制软件的存在问题
特殊G 代码表 ( 未注册,注册不正确的,非助记码G 代码表注册)
2227 不能使用 M 代码
(1) 在紧接”M=”,的命名中,被指定到M 码的数字在M 宏代码 (201-210) 的范围内。
(2) 一个M 宏代码由”M=” 的形式指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的M 代码的十六进制数
[ 可能的故障位置]
用M= 指令的模式指定一个M 宏代码。
程序举例:
M=VC1 ( 假定 VC1=205)
M=209
[ 采取的措施]
由于在指定一个M 宏代码时不容许”M=” 型的命名,因此要更换在M= 后的数或删去”=” 号。
2228 不可用的M 代码
指定了不可用的M 代码。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在同一程序段中,指定参考系统参数“VPLT* / VNLT*” 的指令后指定了M346 或M347。
[ 采取的措施]
1: 首先指定M346 或M347。 或不要在同一程序段中指定。
2229 无等号
对于以下指令:G 代码, M 代码,扩展地址字符,局部变量,公有变量,系统变量,输出变量,
除去数字或等号 (=) 以外的字符串被指定其后,形成的表达式不成立。
[ 索引]
无
[ 字符串]
无
[ 代码]
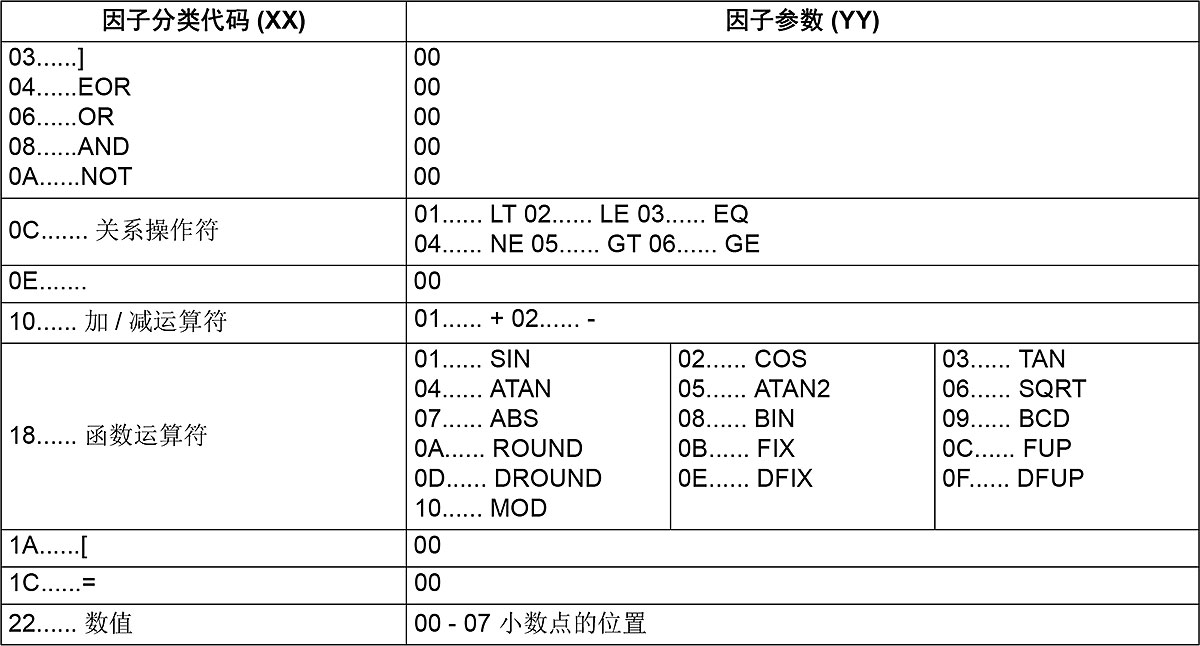
因子分类代码和参数被指定在”=” 应该被指定的位置。
XXYY :
XX : 因子分类代码( 参照附表1。)
YY : 因子参数( 参照附表1。)
[ 可能的故障位置]
非数字或等号字符被指定跟随上述指定的指令。
程序举例:
G+1 M * 3 PA3 ( 必须为 PA=3)
^ ^ 一定是一个”=” 号
[ 采取的措施]
修正指令。
2230 不能使用 左侧指令
表达式左侧的非法指令
调度程序:
左侧不是系统变量,公有变量 (VC1 至VC128) 或者在VSET 序列中的输出变量。
主程序,子程序:
左边部分包含G 代码、M 代码、地址字符、扩展地址字符、局部变量、系统变量和输出变量。
[ 索引]
无
[ 字符串]
无
[ 代码]
因子分类代码和指定参数以外的内容 ( 参照附表1)。
[ 可能的故障位置]
在调度程序VSET 指令中的错误
如果是一个主程序,在一个表达式左侧不能被指定的代码或字符被指定。
程序举例:
1)VSET PTOR = 500 … 局部变量命令
2)VDIN[1] = VC1 … 左侧输入变量
[ 采取的措施]
从因子分类代码中检查错误指令的原因并修正。
2231 下标指令
下标表示式
用于公有变量、系统变量或输入/ 输出变量的下标值超出规定范围( 太大或太小)。
通过简易操作功能,未执行下标指定的刀具号的刀具插入。
[ 索引]
无
[ 字符串]
当系统变量VTNM 为TOOL-ID 指定的刀具不存在时,说明’ 未注册当前刀具号’。
发出字符串指令时,为指令字符串。
非以上情况时,为无。
[ 代码]
超出指令范围的下标被指令时的十六进制数
[ 可能的故障位置]
下标表示式
指定的变量( 公有变量等) 作为下标使用
程序举例:
VTOFHX[350] = 300 ( 超过刀具最大编号。)
VTOFH[‘1’]=300 ( 向下标发出字符串指令。)
[ 采取的措施]
检查并修正下标值。
2232 系统变量设定值有错
使用系统变量不正确。
[ 索引]
无
[ 字符串]
向非字符串类型的系统变量发出字符串指令时,为指令字符串。
非以上情况时,为无。
[ 代码]
1:在表达式的左侧指定只读类型的系统变量。
2:虽然不支持EC-P,但为EC-P 指定系统变量。
3:在非独立控制模式下, NC 试图参考同步位移量(VSYFA)。
4:右侧存在先导禁止系统变量。
**: 尝试设定系统变量范围之外的值。
** 是指令值的十六进制表达式。
不过,与可编程行程极限相关的系统变量是添加了原点偏置值和指令值后的值。
程序举例:
VINCH = 2 ( 只读类型)
VATOL = 1 ( 若EC-P 不被支持则报警)
VZOFX[1] = 999999.99 ( 指令值超出范围)
VTNM[1]=100 ( 为字符串类型的系统变量指定了数值。)
VTOFH[1]=’100′ ( 为非字符串类型的系统变量指定了字符串。)
[ 采取的措施]
根据报警判定错误指令并修正该指令。
2233 局部变量使用数溢出
用于主程序的局部变量总数、从主程序调用的子程序、库程序等超过255。
注: 即使在该程序中使用了用相同名称指定的局部变量来调出其它程序,它们也是做为不同局部变量来对待,并以两种方法来计
数。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
用于主程序和子程序中的局部变量总数超过255。
程序举例:
CALL O01 PA = LA
^^( 假定该变量为第255 个局部变量。)
:
O01
PA = VC1
^^ 这个局部变量发生一个报警。
[ 采取的措施]
修正程序以减少局部变量数。
2234 程序非法指令 单位指定
在规定G20 ( 英制输入确认) 或G21 ( 公制输入确认) 时,
系统检测是否由NC 任选参数 ( 值) NO.3 位0 设定所选择的单位系统与由指定G 代码指定的单位系统相匹配。
如果单位系统不相匹配则发生报警。
a) 当G20 指令被指定时,如果选择的单位系统为公制则报警发生。
b) 当G21 指令被指定时,如果选择的单位系统为英制时报警发生。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
检查NC 任选参数 ( 位) 第3 号位0 的设定。
2235 未选择程序名
程序名指令错误
指定一个程序名,该程序名与目前正在执行的程序名不同。
[ 索引]
无
[ 字符串]
无
[ 代码]
被指定的地址字符0 后的四个字符ASCII 码的十六进制数
[ 可能的故障位置]
在一个单独程序中指定多个程序名。
程序开始没有指定程序名。
程序示例:
O100
G00 X0
O200
G00 Y0
:
[ 采取的措施]
删除不必要的程序名。
在程序开始指定一个程序名。
2236 无程序结束代码
程序代码结束未指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 程序代码没有结束。
2-> 没有指定与左括号”(” 相对应的右括号”)”
3-> 无G40 代码( 半径补偿取消)
[ 采取的措施]
在一个程序的结束处指定程序代码结束。
2237 不能使用 任选程序段跳步
错误值被指定在一个斜线代码 (/) 后。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在一个程序段开始或一个顺序号之后
程序段跳步号指定不正确
程序举例:
/4 …
^ 这导致一个报警。
[ 采取的措施]
指定一个正确的值。
2238 不能使用 RSTRT
一个R 指令值超出允许范围。
允许范围: 1 R 65535
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在RSTRT 指令中的R 指令
R 指令指定范围中的错误
程序举例:
RSTRT R65555
^^^^^^ 这导致一个报警。
[ 采取的措施]
在规定的范围内指定一个R 指令值。
[ 相关规格]
坐标计算功能
2239 不能使用 OMIT
规定的R 指令集的总数超过30 个。
[ 索引]
无
[ 字符串]
无
[ 代码]
0-> 多于30 个R 指令集被指定。
其它-> 十六进制的指令值
R 指令范围(1 R 65535) 的设定错误
[ 可能的故障位置]
在OMIT 指令中的R 指令
多于30 个R 指令集被指定。
范围设定中的错误
程序举例:
OMIT R100 R1000 R10000 R100000
^^^^^^^ 这导致一个报警。
[ 采取的措施]
减少R 指令组的数目(30 或少于30)
在指定范围内指定R 值。
[ 相关规格]
坐标计算功能
2240 不能使用 LAA
错误的I、J 和K 命令
[ 索引]
无
[ 字符串]
无
[ 代码]
0->I 和K 指令规格的顺序错误。( 初始)
1->I 和K 命令对的数目超过10。
3->K 指令值超出规定范围。(1=<K=<65535)
4->I 和K 指令规格的顺序错误。( 半通路)
[ 可能的故障位置]
LAA 指令中的I, J 和K 的指令
程序示例:
LAA Hp_ Hp_ Kn1 I+(-)d1 I+(-)d2 Km2 K0 … J+(-)0
^^^ 代码1 ^^^ 代码4 ^^[ 代码]3
代码1->K 在一开始指定
代码4->K 连续指定
代码3-> 数值错误
[ 采取的措施]
用正确值以正确顺序规定I 和K 指令
[ 相关规格]
坐标计算功能
2241 不能使用 ARC
在坐标计算函数(ARC) 中Q( 变角螺距) 与K( 由Q 指定的角度重复的次数) 的指定不正确。
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 在K 前指定Q
1-> 多于10 个Q 指令集被指定
2-> K 指令值超出规定范围(1 < K < 65535)。
3-> K 指令被连续指定。
[ 可能的故障位置]
错误程序(Q 或 K 指令)
程序举例:
代码 :
无->ARC X0 Y0 I50 K3 Q15
1->ARC X0 Y0 I50 Q1 Q2 Q3 … Q10 Q11
2->ARC X0 Y0 I50 Q0.001 K65536
3->ARC X0 Y0 I50 Q1 K2 K10
[ 采取的措施]
修正程序。
[ 相关规格]
坐标计算功能
2242 不能使用 打印
非法打印语句
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 变量字符,数字值和扩展地址字符(FA, FB, RT 及AG) 之外指定打印。
4-> VOK1 的值位于0 ~ 5 和10 ~ 15 之外。
5-> VOK2 的值不是1 或2。
[ 可能的故障位置]
代码1-> 指定了不能用PRINT 语句来指定的字符串。
代码4-> 用PRINT 语句规定 VOK1 的值。
代码5-> 用PRINT 语句规定 VOK2 的值。
程序举例:
代码1-> PRINT X
代码4->VOK1 = 7
PRINT VOK1
代码5->VOK2 = 0
PRINT VOK2
[ 采取的措施]
代码1-> 删除不被接受的字符串
代码4-> 改变VOK1 值。
代码5-> 改变VOK2 值。
[ 相关规格]
打印功能
2243 数据字 D
D 指令错误
[ 索引]
无
[ 字符串]
无
[ 代码]
用十六进制指定D 指令值
-3: 补偿车刀时指定指令D
[ 可能的故障位置]
G41 或G42 指令( 刀具半径补偿) 程序段有一个超出设定范围值的D 指令( 刀具半径补偿号)。
或, G187 指令( 公差控制模式ON) 程序段有一D 指令( 过滤值),其值位于设定范围之外。
或, G131 指令(Super-NURBS 控制模式 ON) 程序段有一D 指令( 程序公差值),其值位于设定范围之外。
[ 采取的措施]
参考操作手册,并指令适合于G131 指令程序段的程序公差值。
或,数据设定范围:
刀具半径补偿号:1 至刀具数据最大组数
过滤值: 0 至 0.03[mm]
2244 数据字 F
F 指令错误
[ 索引]
无
[ 字符串]
无
[ 代码]
无->G131 指令程序段有一个超出设定范围值的F 指令。
在反比时间进给(G93) 模式下执行的G01、G02 或G03 指令的模式程序段中无F 指令。
2->G01 模式没有F 指令。
3->G413 指令中无F 指令,超过500mm/min, F1 位进给规格
有效,或每转进给规格有效。
6: 在螺旋齿轮加工功能有效时,发出了F 指令。
7: 在螺旋齿轮加工功能有效时,发出了F1 数位指令。
其它-> 指定的F 指令值为十六进制的
[ 可能的故障位置]
无: G187 指令中( 公差控制模式ON, Hi- 切削控制模式ON) 无F 指令( 上限进给速度)。
F 指令超出范围。或G131 指令(Super-NURBS 控制模式ON) 程序段中的F 指令( 上限进给速度)
值超出范围。
在反比时间进给(G93) 模式下执行的G01、G02 或G03 指令的模式程序段中无F 指令。
2: G01 中无F 指令。或在螺纹加工模式下存在F1 数位指令。
3: G448 指令程序段中无F 指令。或为F0 指令。
4: G449 指令程序段中无F 指令。或为F0 指令。
5: G413 指令中无F 指令,超过500mm/min, F1 位进给规格
有效,或每转进给规格有效。
其它: F 指令值超出允许范围。
[ 采取的措施]
在G01 模式下通过F 指令指定进给速度。
在G33 模式下通过F 指令指定螺纹加工速度。
在G187 指令程序段中通过F 指令指定上限进给速度。
在反比时间进给(G93) 模式下,在G01、G02 或G3 指令模式程序段中始终指定F 指令。
在G448 指令程序段和G449 指令程序段中指定F 指令。
或参考操作手册,在G131 指令程序段中指定合适的上限进给速度。
或正确输入。
G94 进给率… 1 到24000.0 毫米/ 分钟
G95 进给率 …1 到500.000 毫米/ 转
暂停时间…1 到99999.999 秒
通过G413 指令指定进给速度1 至500mm/min,
或使F1 位进给规格无效。
或使每转进给规格无效。
2245 数据字 H
‘H’ 指令错误
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在下列的任一模式下: G41, G42, G44, G45, G46, G474, G51, G11 或 COPY,指定G15 或G16 指令。
4: 任选参数位73 号,位2 被设定为ON 时, G170 模式下发出H 指令,此时旋转轴的位移量不为”0″。
其它: 指定的H 指令值为十六进制数。
[ 可能的故障位置]
从G54 到G59 指令( 刀具长度补偿) 的任一程序段中存有其值超过了指定范围的H 指令( 刀具长度补偿号)。
或,在刀具补偿、坐标位移、图形转换或拷贝模式下,选择工件坐标系。
或, G187 指令( 公差控制模式ON) 程序段有一H 指令( 高速),其值位于设定范围之外。
[ 采取的措施]
修正程序。
数据设定范围:
刀具补偿数…1 至刀具数据最大组数
高速模式: 1 至 3
2246 数据字 I, J, K
I, J,或K 指令错误
[ 索引]
无
[ 字符串]
无
[ 代码]
无->G256 指令有2 个或更多的I, J,或K 值。
其它-> 指定的I, J 或K 指令值为十六进制的
[ 可能的故障位置]
G02 或G03( 圆弧切削) 程序段具有I, J,或K 指令( 圆心的坐标),其值超出设定值。
[ 采取的措施]
数据设定范围:
圆心坐标… 99999.999 毫米 ( 9999.9999 英寸)
2247 数据字 P
‘P’ 指令值错误
[ 索引]
无
[ 字符串]
无
[ 代码]
无: G30 程序段中无P 指令。
1:在G51 程序段中执行P 指令期间产生计算错误。
2:在G178 或G179 中, P=<0 时发生报警。
3:在G178 或G179 中, P>99999999 时发生报警。
或通过G30 在P<=0 时发生报警。
或通过G30 在无追加原位置指定、P>=33 且P<=96 时发生报警。
或通过G30 在无扩展原位置指定且P>=97 时发生报警。
4:在G429 指令中, P 指令不为0 或1 时发生报警(C 轴识别功能、无限旋转轴参数自动设定功能)。
5: 重量参数自动设定功能P 指令不为1。
6:G453 程序段中无P 指令。
7:在G453 指令中, P 指令不为0 至2 时发生报警。
8:重量参数自动设定功能(G448)、无限旋转轴参数自动设定功能(G429) 和倾斜旋转轴参数自动设定功能(G449)
识别未完成时为P1 指令。
9: 反转尖峰信号自动调整功能中无P 指令。或旋转轴反转尖峰信号自动调整功能中未指定轴。
A:反转尖峰信号自动调整功能的P 指令不为1 至3。
B:通过反转尖峰信号自动调整功能的P 指令指定的非调整轴。
C:执行反转尖峰信号自动调整时,
为不能同时调整两个轴的平面指定P3 指令。
D: 指定陷波滤波器自调谐功能ON(G463) 指令时,无P 指令或P 指令超出0 至255 的范围。
E:G497 P 指令不为0 至1。
F:G475/G476 中没有P 指令。 或P 指令不为1 至4。
10:G479 指令中没有P 指令。或P 指令的值为0 或更小。
11: 在G479 指令中,没有为当前刀具设定P 指令值的监视设定号。
12: 在G458 中,同时发出了线性轴指令 (P 指令) 和旋转轴指令 ( 轴指令)。
13: 在G479 指令中,没有P 指令值的标准波形。
FFFFFFFE: G05(FS-9) 指令后的P 指令不为10000 或0。
FFFFFFFF: G05(FS-9) 指令后无P 指令。
其它: 指定的P 指令值以十六进制表示
[ 可能的故障位置]
G30 没有P 指令。
G51 程序段有一H 指令,其值超出设定范围。
或, G11( 坐标的平移/ 旋转移动) 程序段中有一其值超出设定范围的P 指令( 旋转移动角度)。
或, COPY 或COPYE 程序段有P 指令( 旋转移动角度初始值/ 增量),其值位于设定范围之外。
或, G30 指令( 原位置移动) 程序段中有一P 指令( 原位置号),其值位于设定范围之外。
或, G51 指令( 图形的放大/ 缩小) 程序段有一P 指令( 放大/ 缩小的倍率),其值位于设定范围之外。
或, G187 指令( 公差控制模式ON) 程序段有一P 指令( 过滤模式),其值位于设定范围之外。
或, G131 指令(Super-NURBS 控制模式ON) 程序段中的P 指令( 程序过滤量: 长度) 值超出范围。
G05(FS-9) 程序段中的 P 指令。
G429 指令程序段P 指令
G448 指令程序段P 指令
G449 指令程序段P 指令
G458 指令程序段P 指令
G475/G476 指令程序段的P 指令
G479 指令程序段P 指令
[ 采取的措施]
在G30 程序段中,用P 指令指定原位置号。
或,参考操作手册,并指定程序过滤器值: 适合于G131 程序段的长度。
数据设定范围:
旋转移动角度: -360° 至360°
原位置号: 1 至8 (1 至32 根据机床类型而定)
放大量/ 缩小的倍率: 0.001 至100.000
过滤器模式 : 1 至2
将 P0 指令或 P10000 指令指定到 G05(FS-9) 程序段中。
将 P0 指令或 P1 指令指定到 G429 程序段中。。
Specify a G448 P1 command after performing identification with the weight parameter auto setting function.
Specify a G429 P1 command after performing identification with the infinite rotation axis parameter auto setting function.
Specify a G449 P1 command after performing identification with the tilt rotation axis parameter auto setting function.
通过G458 指令发出适当的P 指令/ 轴指令。
没有通过G458 指令同时发出轴指令和P 指令。
通过G475/G476 指令指定一个合适的P 指令。
通过G479 指令发出适当的P 指令。
2248 数据字 Q
‘Q’ 指令值位于0 ~ 999 范围之外。
在COPY 模式下的’Q’ 指令值位于1 ~ 9999 范围之外
G131 指令(Super-NURBS 控制模式ON) 程序段有一Q 指令( 程序过滤器值: 角),其值超出设定范围。
( 程序过滤器值: 角) 值超出了范围。
在伺服导航功能中 (G429、G448 和G449 指令), Q 指令的值不是0 或1。
在G497 指令程序段中, Q 指令的值 ( 切削方向) 超出了范围。
在G497 指令程序段中找到了Q 指令,但未找到E 指令。
在G583 指令 ( 循环时间缩短模式ON) 程序段中, Q 指令 ( 加速参数选择) 的值超出了范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的Q 指令值
在伺服导航功能中 (G429、G448 和G449 指令): 1
[ 可能的故障位置]
在NC 程序中的Q 指令
程序举例:
COPY _Q10000 WRITE
[ 采取的措施]
指定正确的指令值。
或,参照使用手册,和指令程序
过滤器值: 适合于G131 程序段的角度。
在伺服导航功能中 (G429、G448 和G449 指令), Q 指令的值为0 或1。
在伺服导航G497 指令程序段中,将Q 指令的值 ( 切削方向) 设为0 或1。
在G583 指令程序段中,将Q 指令的值 ( 加速参数选择) 设为1 或4。
2249 数据字 R
用于圆弧半径指令的’R’ 指令值位于容许范围:(-99999.999) – (+99999.999) 或零(0) 之外。
在G175 模式( 圆柱侧面切削ON) 下的R 指令值超出1 ~ 5,000 毫米的范围。
或, G131 指令( 高级Hi-NC 控制模式 ON) 程序段有一R 指令( 轮廓重建的最小程序段长度),其值位于设定范围之外。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 用G178 或G179 来同时指定锥角指令R 和锥角起点和终点(K, I) 之间的间隙。
2-> ‘R’ 指令为0。
3-> 在分析与G178 或G179 指定的角指令R 时,一个计算错误发生。
其它-> 十六进制的指令值
[ 可能的故障位置]
程序内的’R’ 指令值
程序举例:
G0X0Y0
G2X100R0F100 <- 报警码 2
[ 采取的措施]
指定正确的指令值。
或,参照使用手册,指定适合于G131 的最小程序段长度。
2250 数据字 RT
用于刀具半径补偿转数的’RT’ 指令值超过容许范围 (-32768 至+32767)
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的’RT’ 指令值
[ 可能的故障位置]
程序中的’RT’ 指令值
程序示例RT32768 WRITE
[ 采取的措施]
指定正确的指令值。
2251 数据字 S
主轴转速’S’ 指令位于容许的范围(0 – 20000) 之外。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的’S’ 指令值
[ 可能的故障位置]
在程序中的’S’ 指令值
程序举例:
S20001 WRITE
[ 采取的措施]
指定正确的指令值。
2252 数据字 T
刀具号’T’ 指令值位于容许范围(0 – 9999) 之外。
通过简易操作功能指定的刀具号T 指令超出了0 至99999999 的范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
‘T’ 指令值十六进制的
程序举例:
T10000 WRITE
[ 采取的措施]
指定正确的指令值。
2253 数据字 轴指令
轴指令值超出允许范围或错误。
1) 旋转轴:
轴指令值超过允许范围,或不为5 度增量。允许范围: -360 度至 +360 度
( 带限位开关时0 至360 度)
2) 不是旋转轴:
超过允许范围(-99999.999 至 +99999.999) 的轴指令值
3) 可编程的镜像(G62):
轴指令值为0: 正常模式
轴指令值为1: 镜像
4) COPYE 指令:
局部坐标系的平移量( 轴指令值和平移增量之和) 超过允许范围(-99999.999 至 +99999.999)
5) 虽然在螺纹切削规格中并未提供这种控制,但是指定G02 或G03。
6) 为旋转轴指定G02 或G03。
7) 已用G14 指定轴名称。
除-3, -2, -1, 0, +1, +2, 和+3 之外的轴指令值已被用于指定轴名称(G14)。X, Y,和Z 轴均未被指定。此模式不允许指定。
8) A command was specified for an axis other than a workpiece weight compatible axis when
specifying the weight parameter auto setting command (G448). Or, a command was specified for multiple axes.
9) 对于Coburg 制造的平面磨床( 带铣削功能),铣削模式为OFF 时指定X 轴。
10) 指定振动自动调整指令(G459) 时,指定了一个非调整轴。
或[ 轴名称] 后的指令值不为1。或指定了多轴。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的轴指令值
X, Y 和Z 轴中的任一一个轴未被指定:
1: 只指定了X 轴。
2: 只指定了Y 轴。
3: 只指定了X 和Y 轴。
4: 只指定了Z 轴。
5: 只指定了X 和Z 轴。
6: 只指定了Y 和Z 轴。
10: 只指定了A 轴。
20: 只指定了C 轴。
40: 用平面镜像指定除X 或Y 轴以外的其它轴。
1000: 用X 轴指定使轴经过工件坐标系的X 轴原点的指令。
( 在车削循环过程中指定无限圆弧插补开始指令(G165, G166) 或形状指令。)
1500: 在车削循环过程中指定连续圆弧插补开始指令(G165, G166) 或形状指令时,无限圆弧半径符号为负。
2000: Y 轴的工件坐标值不为0. ( 指定无限圆弧插补开始指令(G165, G166))
8000:铣削模式为OFF 时指定X 轴。
80000000: 倾斜轴(B 轴) 与其它轴( 禁止5 轴同时切削进给功能) 进行切削进给。
80000010: 刀尖指令期间的无控制轴指令。
G14 模式中不允许的模型已被指定:
0X0Y0Z00 :
X: 对应于程序轴X 的机床轴号
Y: 对应于程序轴Y 的机床轴号
Z: 对应于程序轴Z 的机床轴号
螺纹切削指令(G33) 相关代码如下。
十六进制的轴指令值: 在(G33) 当螺距应用轴行程为0 时
1: 螺距应用轴为X 轴。
2: 螺距应用轴为Y 轴。
3: 螺距应用轴为Z 轴。
4: 螺距应用轴为第4 轴。
5: 螺距应用轴为第5 轴。
6: 螺距应用轴为第6 轴。
No.2 刀具长度补偿指令(G189) 时
FFFFFFFF: 指定No.2 刀具长度补偿轴时指定了2 个以上的轴。
或轴名称地址数据不是1。
或指定了一个旋转轴。
或指定了一个移动的平行辅助轴。
重量参数自动设定功能(G448) 时
A1: 指定了工件重量兼容轴以外的轴。
A2: 指定了多个轴。
无限旋转轴参数自动设定功能(G429) 时
B1: 同时指定了多个轴。
B2: 指定了无限旋转轴以外的轴。
B3: 无论使用旧的惯量识别方法还是新的惯量识别方法,均无法使用指定的轴。
B4: 机床配备多个无限旋转轴。
B5: 机床配备多个倾斜旋转轴。
B6: [ 轴名称] 后的指令值不为1。
倾斜旋转轴参数自动设定功能(G449) 时
C1: 指定了倾斜旋转轴以外的轴。
C2: 同时指定了多个轴。
C3: 无法使用新的惯量识别方法使用轴名称指令轴。
C4: 机床配备多个倾斜旋转轴。
C5: [ 轴名称] 之后的指令值不是1。
如果发出旋转轴反转尖峰信号自动调整指令 (G458) 或振动自动调整指令 (G459)
D1: 指定了非调整轴。
D2: [ 轴名称] 后的指令值不为1。
D3: 指定了多轴。
E1: 在螺旋齿轮加工模式的切削指令中,未发出Z 轴指令。
E2: 螺旋齿轮加工模式下的相位匹配位置超出了范围 (0.000 ~ 359.999)。
E3: 在螺旋齿轮加工模式的切削指令中,发出了螺旋切削指令。
在程序中的轴指令值
螺纹切削指令(G33) 相关代码如下。
1: NC 程序下的轴指令值
2: 螺纹切削参数的螺距应用轴的设定错误。
代码: 如果为80000000,则NC 程序下的轴指令
程序举例:
G00Z999999.99 ( 基准单位系时)
代码: 如果为80000000, G01X0B0F500。 ( 同时指定倾斜轴B 轴和X 轴。)
[ 采取的措施]
Reset the axis command value in the program in the range indicated in the description.
有关螺纹切削指令,重设螺纹切削参数的螺距应用轴。
代码: 如果为80000000,则分别执行倾斜轴(B 轴) 和其它轴的指令。
If specifying a weight parameter auto setting command, specify again only for 1 workpiece weight compatible axis.
如果使用旋转轴参数自动设定指令,则仅再次指定1 个兼容轴。
2254 数据字 半径
在圆弧插补指令中, I, J 和K 指令和弧半径指令R 在同一子程序中指定( 指定R 指令时, I, J,和K 必须还没指定。)
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
一个R 指令和一个I, J 和K 的复合指令在G02 和G03 程序段中被指定。
程序举例:
G02 X100 Y100 R70.711 I50 J50 F1000
在指定R 指令的程序段中又指定I 和J 指令。
[ 采取的措施]
删除I, J 及K 指令。
2255 数据字 圆弧计算
不能由给定的圆弧半径指令计算圆弧中心,或者圆弧半径误差大于在任选参数( 长字)3 号设定的允许值。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 一个’R’ 的指令值小于起点和终点间距离的二分之一。当总量比在NC 任选参数( 长字)3 号中设定的允许误差小时将不
会
产生错误。
2-> 其它轴坐标计算中出现一个错误。
3-> 半径误差超过在NC 任选参数( 长字)3 号所设定的允许值。( 局部坐标系)
4-> 指定半径是零(0),或未指定半径指令。
5-> 另外一个平行于当前选定平面的轴,或相应的旋转轴被指定。
6 或 10-> 半径误差超过在NC 任选参数( 长字)3 号所设定的允许值。( 工件坐标系)
7-> 在计算半径时的计算错误
8-> 在三维圆弧插补中,定义弧的平面不能被指定。( 无P, Q 或R 指令)
9-> 当指定投影平面时,不能在指定平面内指定弧的转动方向。
11-> 在三维圆弧插补中指定的轴被取消。
12-> 在三维圆弧插补中,三维坐标变换指令、G11、COPY 的旋转轴以外的轴已经被指定。
13-> 当前指定的刀具半径补偿值大于圆弧半径。
17-> 在滚刀加工模式下,圆弧的起点位于中心线上。
18-> 在滚刀加工模式下,圆弧的终点位于中心线上。
19-> 在滚刀加工模式下,圆弧的起点位于横跨中心线的线段一端。
20-> 在滚刀加工模式下,移动方向与指令所指定的方向不同 ( 以起点与终点间较短的圆弧为准)。
21-> 在滚刀加工模式下,指定的平面上没有Z 轴。
[ 可能的故障位置]
. 在圆弧插补模式中的弧半径R,或I, J 和K 指令的计算错误
. 在NC 任选参数( 长字)3 号上的设定错误
程序举例:
G0X0Y0 任选参数( 长字)3 号:10
G2X100I49.99 F100
[ 采取的措施]
. 检查弧半径计算错误程序。
. 检查任选参数的设定( 长字)3 号。
2256 数据字 平面指定
用平面指定G 代码(G17(XY 平面), G18(ZX 平面), G19(YZ 平面)),选择平行于所选平面的水平轴或垂直轴,或指定相应的旋
转轴。
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 同时指定2 个或更多的轴(X 轴, U 轴,相对于X 轴的旋转轴)
1-> 同时指定2 个或更多的轴(Y 轴, V 轴,相对于Y 轴的旋转轴)
2-> 同时指定2 个或更多的轴(Z 轴, W 轴,相对于Z 轴的旋转轴)
3-> 对Z 轴摇动规格的机床,在M291( 摇动起动) 的模式下,在Xp-Yp 以外的平面( 用 G17 命名) 内指定圆弧插补指令。
4-> 对Z 轴摇动规格的机床,在Xp-Xp 以外的平面( 用 G17 指定) 内指定M291( 摇动起动)。
5-> 指定无限圆弧插补开始指令(G165、G166) 时,指定 Z-X 平面(G18) 以外的平面。
[ 可能的故障位置]
在指定G17, G18 或G19 指令中出现错误
程序举例:
G17X0W0
[ 采取的措施]
修正程序。
2257 数据字 机械座标(H00) 选择中
在选择机床坐标系时,指定G92( 工件坐标系选择), G11( 坐标的平行/ 旋转位) 或一个COPY 指令 。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
程序中的G92, G11 或COPY 指令
程序举例:
G15H0
G11X100Y100P25 WRITE
[ 采取的措施]
修正程序,以便当选择机床坐标系时G92, G11 或COPY 指令未被指定。
2258 数据字 比例缩放
比例缩放中发生的操作错误( 比例缩放)(G51)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在正向或反向转换中的操作错误
2-> 在乘法因子计算中的操作错误
[ 可能的故障位置]
在按比例缩放中的计算错误
[ 采取的措施]
改变放大因数。
2259 数据字 座标变换
在从工件坐标系和局部坐标系转换时所发生的操作错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在从局部坐标系转换为工件坐标系中的操作错误。
在G11 模式下执行三维圆弧插补的法矢量的回转拷贝中发生的操作错误。
2-> 在从工作坐标系转换为局部坐标系中的操作错误。
[ 可能的故障位置]
在转换中的操作错误
2260 数据字 镜像加工
在不允许镜像设定改变的模式中使用了该指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:在圆弧插补模式中
2:在坐标计算模式中
3:车削循环期间
4:刀尖补偿期间
5:刀具侧补偿期间
6:在M-LAP 模式下
10:G91 模式( 增量指令) 下,指定平面镜像。
[ 可能的故障位置]
错误程序
程序举例:
G0X0Y0
G2X100I50F100
G62X1Y1
[ 采取的措施]
修正程序。
2261 数据字 G22 指令不妥
错误的在G22 程序段中指定的错误编程行程限定值。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制G22 指令
[ 可能的故障位置]
G22 程序段中指令值超出系统参数设定软极限范围。
[ 采取的措施]
改变G22 程序段中指令值,使其在软极限范围内。
[ 相关规格]
可编程行程极限规格
2262 数据字 规格代码
指定了规格之外的代码。
指定了不可同时执行的指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 尽管规格中不包括G60,可还是规定了G60。在执行G236 过程中指定G10 或G11。
2: 尽管规格中不包括G31,可还是规定了G31。在G51 的执行过程中指定G10、G11 或G237。
3: 尽管规格中不包括G92,可还是规定了G92。在坐标值计算过程中指定了G10、G11 或G237。
4: 尽管规格中不包括G43 或G44,可还是规定了G43 或G44。在非标准模式中指定了G30。
5: 尽管规格中不包括G09、G61 或G64,可还是规定了G09、G61 或G64。在非标准模式中指定了G92。
6: 尽管规格中不包括G62,可还是规定了G62。在执行G51 的过程中指定了G92。
7: 尽管规格中不包括G50 或G51,可还是规定了G50 或G51。在执行G11 的过程中指定了G92。
8: 尽管规格中不包括三维补偿指令功能,还是指定了三维补偿指令功能。
9: 在非标准模式中指定了G31。
10: 尽管规格中不包括G95,可还是规定了G95。
12: 尽管规格中不包括G231,可还是规定了G231。
13: 尽管规格中不包括G10、G11、G236 或G237,可还是规定了G10、G11、G236 或G237。
15: 尽管规格中不包括G22 或G23,可还是规定了G22 或G23。
16: 尽管规格中不包括G241 或G242,可还是规定了G241 或G242。
17: 尽管规格中不包括G403,可还是规定了G403。
18: 尽管规格中不包括G400、G401、G402 或G404,可还是对其进行了规定。
19: 尽管规格中不包括打印功能,还是指定了打印功能指令。
20: 尽管规格中不包括G212、G213、G214、G217 或G218,可还是对其进行了规定。
21: 尽管规格中不包括图形显示 ( 动画) 指令功能,还是对其进行了指定。
22: 尽管规格中不包括任意角度倒角功能,还是指定了倒角指令 (CHFC 或CHFR)。
23: 尽管规格中不提供轴名称指定,可还是指定了G14。
24: 尽管未选定附件旋转补偿规格,还是在G180 和G185 之间指定了一个指令。
25: 尽管未选定三维圆弧插补规格,可还是对其进行了指定。
26: 尽管未选定圆柱侧面加工功能,还是指定了G174 或G175。
27: 尽管未选定三维坐标变换规格,可还是指定了G68 或G69。
32: 尽管未选定公差控制规格,可还是指定了G186 或G187。
33: 尽管未选定同步攻丝规格,可还是指定了G274 或G284。
34: 尽管未选定Super-NURBS 功能,可还是指定了G132 或NURBS 指令。
35: 尽管未选定刀具开槽功能,可还是指定了G142, G288 或G289。
36: 尽管未选定刀具开槽功能,可还是指定了G141。
37: 尽管未提供中断程序功能,可还是指定了M900 至M905 指令。
38: 尽管未选定第2 刀具长度补偿规格,可还是指定了G188 或G189。
39: 尽管未选定车削规格,可还是指定了G148 或G149。
40: 尽管未选定刀尖控制功能或5 轴加工功能,可还是指定了G169 或G170。
41: 尽管未选定螺纹切削功能,可还是指定了G33。
42: 尽管未选择螺纹切削固定循环功能,可还是指定了G178, G179, TRDL 或TRDT。
43: 尽管未选择刀尖补偿,可还是指定了G47。
44: 尽管未选择刀具侧补偿,可还是指定了G45 或G46。
45: 尽管规格中不包括,可还是指定了G469、G468。
46: 尽管规格中不包括,可还是指定了G467。
47: 尽管未提供刀具姿势补偿功能,可还是指定了G444 和G445。
48: 尽管无几何误差补偿功能规格,可还是指定了G452 或G453。
49: 尽管无M-LAP 功能规格,可还是指定了G480 至G488。
50: 尽管无感应同步器误差补偿功能规格,可还是指定了G424。
A1: 尽管未选择车削功能,可还是指定了M531、M530、G430 或G431。
A2: 尽管未选择车削功能,可还是指定了G450。
A3: 尽管未选择FS-9 纸带转换扩展功能,可还是指定了G39。(FS9T: ON, FS9E: ON, OPB. No. 48 位 7: ON)
或者,尽管角圆
弧插补功能无效,可还是指定了G39。
A4: 车削规格而非 TANXT 辅助指令的通用地址字符 No.9 规格时,指定 TANXT 指令。或,即使车削功能不可用,仍指定
G432
和 G433。
A5: 即使进给轴后退功能不可用,仍指定 G414 和 G415。
A6: 无防碰撞规格时指定”CASCME”、”CASCTL” 指令。
A7: 无 DNC-DT 规格时指定文件删除指令 (FDEL)。
A8: 加工中心M-I 规格中未包括,但指定了G442、 G443。
A9: 尽管未提供主轴变速控制功能,可还是指定了M570 和M571。
B0: 尽管未提供TOOL-ID 功能,仍指定“TG/TF/TD/TGPRE/PGRET/TFPRE/TFRET/TDPRE/TDRET”。
B1: 尽管没有新刀片加工规格,可还是指定了G454、G455。
B2: 尽管没有滚铣加工规格,可还是指定了G490 至G495。
B3: 尽管没有日志功能规格,可还是指定了G470、G471。
B4: 尽管没有日志功能规格,可还是指定了PCMT。
B5: 尽管没有动态刀具负载控制规格,可还是指定了G496、G497。
B6: 尽管没有监视规格,可还是指定了G478、G479。
B7: 尽管没有剩余时间显示功能规格,可还是指定了G475、G476。
B8: 尽管没有监视回退功能规格,可还是指定了G456、G457。
B9: 尽管没有循环时间缩短功能规格,可还是指定了G583、G582。
C0: 尽管没有Z 轴波动功能规格,可还是指定了M290、M291。
C1: 尽管没有刀具侧加工功能规格,可还是指定了刀尖控制模式ON (G169) 指令的Q 指令。
C2: 尽管没有机床诊断功能规格,可还是指定了G584、G585、G586、G587。
[ 可能的故障位置]
程序错误或规格代码错误
[ 采取的措施]
改正NC 程序。
2263 数据字 G 代码
错误的G 代码指令
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在G236 ( 拷贝) 模式中指定G11/G69/G469 ( 坐标的平移/ 旋转移动) 和G10/G68/G468 ( 坐标平移/ 旋转移动的取消)。
2: 在G51 ( 形状放大/ 缩小) 模式中指定G11/G69/G469 ( 坐标的平移/ 旋转移动)、G10/G68/G468 ( 坐标平移/ 旋转移动的
取消) 和G237
( 拷贝模式断开)。
3: 在坐标计算过程中指定G11/G69/G469 ( 坐标的平移/ 旋转移动)、G10/G68/G468 ( 坐标平移/ 旋转移动的取消) 和G237
( 拷贝模式断开)。
4: 在非标准模式中指定G30 ( 原位置的定位)。
5: 在非标准模式中指定G92 ( 工件坐标系设定)。
6: 在G51 ( 形状放大/ 缩小) 模式中指定G92 ( 工件坐标系设定)。
7: 在G10 ( 坐标平移/ 旋转变换的取消) 或G236 ( 拷贝) 模式中指定G92 ( 工件坐标系设定)。
8: 在非标准模式中指定G41, G42, G45 或G46。
刀具半径补偿模式、刀具侧补偿模式或刀尖补偿模式中,指定MITCAN。
9: 在非标准模式中指定G31 ( 跳步) 指令。
14: 在图形功能的执行过程中指定G41 ( 刀具半径补偿左侧切削) 或G42 ( 刀具半径补偿右侧切削)。
15: 在下列运行期间: 坐标的平移/ 旋转移动 (G11)、放大/ 缩小 (G51)、拷贝 (G236) 或斜面坐标模式 (G68),指定固定螺纹
切
削循环 (G178、G179、 TRDL 或TRDT)。
16: 三维圆弧插补模式中,指定刀具半径补偿或刀具侧补偿。
17: 刀具半径补偿模式或刀具侧补偿模式中,指定三维圆弧插补指令。
18: 在下列任何操作运行的同时指定轴名称指定 (G14)。
. 局部坐标系设定 (G11)
. 缩放 (G51)
. 固定循环
. 刀具半径补偿 (G41 或G42)
. 三维刀具补偿 (G44)
. 刀具侧补偿(G45, G46)
. 刀具长度补偿 (G54, G55, G56)
. 圆弧插补模式含有三维圆弧插补 (G02, G03, G172 或G173)
. 三维坐标变换 (G69/G469)
. 圆柱侧面加工 (G175)
. 在刀具半径补偿取消 (G40) 指定后没有指定除了O 和N 的地址字符。
. 刀尖补偿模式 (G47)
20: 在三维坐标变换 (G69/G469) 过程中指定工件坐标系设定 (G92)。
21: 在G14 模式中指定三维坐标变换接通或断开指令 (G68 或G69)。
22: 在G11 模式中指定三维坐标变换接通或断开指令 (G68/G69/G468/G469)。
23: 在以下任一操作过程中指定圆柱侧面加工ON 或OFF (G174 或 G175)。
1) 固定循环
2) 区域加工
3) 刀具半径补偿
4) 刀具侧补偿
24: 在坐标计算或任意角度倒角运行的同时指定圆柱侧面加工接通或断开指令 (G175 或G174)。
25: 在三维坐标变换 (G69/G469) 的过程中指定圆柱侧面加工接通或断开指令 (G175 或G174)。
26: 在选择不含有旋转轴的平面时指定圆柱侧面加工接通指令 (G175)。
注: 在没有有限或无限转动范围的旋转轴的机床上,如果试图进行圆柱侧面加工,则发生报警。
27: 在圆柱侧面加工模式 (G175) 中指定三维坐标变换指令 (G69/G469)。
28: 在三维坐标变换模式 (G69/G469) 中指定三维圆弧插补指令。
29: 在Super-NURBS 执行模式设定为断开时选择NURBS (G132) 模式。
30: 在NURBS (G132) 模式中指定不含在G00 组中的G 代码。
31: 在同一程序段中指定NURBS 插补指令 (G132) 和其它G 代码。
32: 在NURBS (G132) 模式中,
在选择NURBS 插补 (G132) 的程序段中指定G 代码。
程序段开头的G 代码不是终止G132 的G 代码。
33: 在NURBS (G132) 模式中,
在程序段开头未指定终止G132 的G 代码。
指定了不是终止G132 的G 代码。
34: 刀具半径补偿(G41 或G42) 或刀具侧补偿(G45 或G46) 过程中指定NURBS (G32) 指令。
35: 在三维刀具补偿 (G44) 过程中指定NURBS (G132) 指令。
36: 在没选择每分进给的情况下指定NURBS (G132) 指令。
37: 轴名称定义(G14) 期间指定了NURBS(G132) 指令。
38: 在圆柱侧面加工 (G175) 的过程中指定NURBS (G132) 指令。
39: 检测到的运行模式不适合NURBS (G132) 模式。
40: 在车削循环期间,指定了坐标的平行/ 旋转移动指令 (G11) 或拷贝指令 (G236)。
41: 在车削循环过程中试图进行图形的放大或缩小 (G51)。
42: 在车削模式中,指定了工件坐标系选择指令 (G15, G16)。
43: 在车削循环期间,指定了斜面坐标系设定指令 (G69/G469)。
44: 在STM 锁定期间,指定了车削模式接通指令 (G149)。
45: 在坐标系的平移或旋转移动 (G11) 过程中指定了无限圆弧插补开始指令 (G165, G166)。
46: 在拷贝 (G236) 期间,指定了无限圆弧插补开始指令 (G165、G166)。
47: 在图形的放大或缩小 (G51) 过程中指定了无限圆弧插补开始指令 (G165, G166)。
48: 在正在设定斜面坐标系时,指定了无限圆弧插补开始指令 (G165, G166)。
49: 在每转进给指令 (G95) 有效时,指定了车削模式接通指令 (G149)。
50: 在车削循环期间,切换了进给速度单位指令 (G94, G95)。
51: 在正在选定包括一个主轴刀具路径控制轴的平面时,指定了圆柱侧面加工接通指令 (G175)。
52: 同时指定了轴运动指令与G97 指令。
53: 未处于车削循环时,指定了车削循环中的退避功能ON(G474) 指令。
54: 在车削循环中发出退避功能OFF (G473) 指令时,同时指定了另一个G 或M 代码、地址字符或扩展地址字符指令。
在车削循环中发出退避功能ON (G474) 指令时,同时指定了另一个G 或M 代码、除
I、K、X 和Z 之外的地址字符或扩展地址字符指令。
或者,未指定I、K、X 或Z,或同时指定了其中两个或以上的字符。
A6: 在镜像模式中,指定了刀尖控制模式ON/OFF (G169、G170) 指令。
D0: 在非正常模式下指定了G429、G448 或G449。
D1: 在参数更改功能规格位无效的状态下指定了G429、G448 或G449。
D2: 当前X 轴未定位在- 行程极限位置时,为倾斜轴或倾斜轴上的无限旋转轴指定了旋转轴伺服导航功能 (G429/G449/
G458/G459)。
D3: 当前Z 轴未定位在+ 行程极限位置时,指定了旋转轴伺服导航功能 (G429/G449/G458/G459)。
D4: 当前Y 轴未定位在+ 行程极限位置时,为倾斜轴或倾斜轴上的无限旋转轴指定了旋转轴伺服导航功能 (G429/G449/
G458/G459)。
D5: 刀尖控制期间指定了G429、G448 或G449。
D6: G448 was specified with no workpiece weight compatible axis.
D7: G458 was specified in other than normal mode.
D8: G458 was specified while controlling the tool tip point.
D9: 在非正常模式中指定了G459。
DA: 刀尖控制期间指定了G459。
DB: 在车削模式下,指定了G429。
DC: 当前X 轴未定位在+ 行程极限位置时,为倾斜轴或倾斜轴上的无限旋转轴指定了旋转轴伺服导航功能 (G429/G449/
G458/G459)。
DD: 当前Y 轴未定位在- 行程极限位置时,为倾斜轴或倾斜轴上的无限旋转轴指定了旋转轴伺服导航功能 (G429/G449/
G458/G459)。
DE: 旋转轴互锁X 轴位置有效,但X 轴位置并不在设定位置。
DF: 旋转轴互锁Y 轴位置有效,但Y 轴位置并不在设定位置。
E0: 旋转轴互锁Z 轴位置有效,但Z 轴位置并不在设定位置。
E1: 有一个非指令轴的头旋转轴,但机床位置原点不是0。
100: 在刀尖补偿模式(G47) 下的G 00 组中除快速进给(G00) 或线性插补切削进给(G01) 以外,指定G 代码。
101: 在刀尖补偿模式(G47) 下,指定坐标系平行/ 旋转移动指令(G11) 或拷贝指令(COPY, COPYE)。
102: 在刀尖补偿模式(G47) 下,指定固定循环返回点规格(G71)。
103: 在刀尖补偿模式(G47) 下,指定斜面坐标设定指令(G69/G469)。
104: 在刀尖补偿模式(G47) 下,指定任意角度倒角(CHFC, CHFR)。
105: 在刀尖补偿模式(G47) 下,指定圆柱侧面加工(G175)。
106: 在刀尖补偿模式(G47) 下,指定投影表面(G256)。
107: 在刀尖补偿模式(G47) 下,指定刀尖控制模式(G169)。
108: 在刀尖补偿模式(G47) 下,指定刀具槽加工(G142, G288, G289) 或车削加工(G149)。
109: 在G00 组中除快速进给(G00) 或线性插补切削进给(G01) 以外已指定G 代码时,指定刀尖补偿模式ON(G47)。
110: 设定坐标的平行/ 旋转移动指令(G11) 或拷贝指令(COPY, COPYE) 时,指定刀尖补偿模式ON(G47)。
111: 设定镜像模式时,指定刀尖补偿模式ON(G47)。
112: 设定斜面坐标系(G69, G469) 时,指定刀尖补偿模式ON 指令(G47)
113: 设定圆柱侧面模式时,指定刀尖补偿模式ON(G47)。
114: 设定刀尖控制模式(G169) 时,指定刀尖补偿模式ON(G47)。
115: 设定刀具槽加工(G142, G288, 或G289)、车削(G149) 或主轴刀具路径控制(G155) 时,指定刀尖补偿模式ON(G47)。
116: 在普通运行模式以外的模式下,指定G47。
117: 刀具侧补偿模式(G45 或 G46) 下,指定刀具半径补偿ON(G41 或 G42)。
118: 刀具半径补偿模式下,指定刀具侧补偿模式ON(G45 或 G46)。
119: 刀具侧补偿模式(G45 或 G46) 下,指定坐标系平行/ 旋转移动 (G11) 或拷贝指令(COPY, COPYE)。
120: 刀具侧补偿模式(G45 或 G46) 下,指定斜面坐标系设定(G69/G469)。
121: 设定坐标的平行/ 旋转移动指令 (G11) 或拷贝指令(COPY, COPYE) 时,指定刀具侧补偿模式ON(G45 或 G46)。
122: 镜像模式下,指定刀具侧补偿模式ON(G45 或 G46)。
123: 设定斜面坐标系(G69/G469) 时,指定刀具侧补偿模式ON(G45 或 G46)。
124: 圆柱侧面加工模式(G175) 下,指定刀具侧补偿模式ON(G45 或 G46)。
125: 三维坐标转换(G469) 中,指定其它三维坐标转换的设定(G69, G68)。
126: 三维坐标转换(G69) 中,指定其它三维坐标转换的设定(G469, G468)。
127: 三维坐标转换(G469) 中,指定第2 刀具长度补偿ON/OFF(G189, G188)。
128: 第2 刀具长度补偿(G189) 中,指定三维坐标转换ON(G469)。
129: 螺纹切削复合固定循环中,指定三维坐标转换ON/OFF(G468, G469)。
130: 任意倒角(CHFC, CHFR) 加工中,指定三维坐标转换ON/OFF(G469, G468)。
131: 车削中,指定三维坐标转换ON/OFF(G469, G468)。
132: 三维坐标转换(G469) 中,指定旋转主轴的最高转速指令(G450)。
133: 三维坐标转换(G469) 中,指定刀尖控制模式(G169)。
134: 刀尖控制模式(G169) 中,指定三维坐标转换(G469)。
135: 三维坐标转换(G469) 中,指定车削ON(G149)。
136: 车削循环(G149) 中,指定三维坐标转换(G469)。
137: 无限圆弧插补(G165, G166) 中,指定三维坐标转换ON/OFF(G469, G468)。
138: 三维坐标转换(G469) 中,指定无限圆弧开始/ 停止(G165, G166, G164)。
139: 无限圆弧(G165, G166) 中,指定三维坐标转换ON/OFF(G469, G468)。
140: 三维坐标转换(G469) 中,指定车刀补偿ON/OFF(G433, G432)。
141: 车刀补偿中,指定三维坐标转换ON/OFF(G469, G468)。
142: 三维坐标转换(G469) 中,指定车削模式有效/ 无效(G431, G430)。
143: 车削模式中,指定三维坐标转换ON/OFF(G469, G468)。
144: 坐标系平行/ 旋转移动(G11) 中,指定斜面分度(G467)。
145: 刀具侧面补偿模式(G45, G46) 中,指定斜面分度(G467)。
146: 导程补偿模式(G47) 中,指定斜面分度(G467)。
147: 缩放(G51) 中,指定斜面分度(G467)。
148: 固定循环中,指定斜面分度(G467)。
149: 镜像模式中,指定斜面分度(G467)。
150: 三维坐标转换(G69) 中,指定斜面分度(G467)。
151: 拷贝(G236) 中,指定斜面分度(G467)。
152: 车削模式中,指定斜面分度(G467)。
153: 车刀补偿中,指定斜面分度(G467)。
154: 轴名称指定(G14) 中,指定斜面分度(G467)。
155: 第2 刀具长度补偿(G189) 中,指定斜面分度(G467)。
156: 螺纹切削复合固定循环中,指定斜面分度(G467)。
157: 任意倒角(CHFC, CHFR) 加工中,指定斜面分度(G467)。
158: 圆柱侧面加工模式(G175) 中,指定斜面分度(G467)。
159: 包括三维圆弧的圆弧模式(G02, G03, G172, G173, G256) 中,指定斜面分度(G467)。
160: 车削模式中,指定斜面分度(G467)。
161: 刀尖控制模式(G169) 中,指定斜面分度(G467)。
162: 车削循环(G149) 中,指定斜面分度(G467)。
163: 螺纹切削(G33) 中,指定斜面分度(G467)。
164: 螺纹切削循环(G178, G179) 中,指定斜面分度(G467)。
165: 指定刀具姿势补偿模式ON/OFF(G445, G444) 时,同时指定其它G 或M 代码。
166: 未在刀尖控制模式下指定刀具姿势补偿模式ON(G445)。
167: 在刀具姿势补偿模式(G445) 下指定刀尖控制模式OFF(G170)。
168: 指定了G452 指令后,同时指定了其它G 代码或M 代码、
地址符或扩展地址符。
指定了G453 指令后,同时指定了P 以外的其它G 代码或M 代码、
地址符或扩展地址符。
169: 在无适用的5 轴功能轴的情况下,指定了刀尖控制(G169) 或刀具轴方向刀具长度补偿(G171)。
171: 在刀尖控制模式 (G169) 和刀尖侧补偿模式 (G45、G46) 下,指定了刀尖控制模式OFF (G170)。
172: 当前位置的操作范围超出行程极限位置时,指定了旋转轴反转尖峰信号自动调整指令 (G458)。
173: 当前位置不在操作范围+ 和操作范围- 之间时,指定了旋转轴振动自动调整指令 (G459)。
174: 在切削模式ON (G431) 下,指定了Z 轴的倾斜面旋转。
在Z 轴的倾斜面旋转中,设定了切削模式ON (G431)。
175: 指定循环时间缩短功能OFF (G582) 时,同时指定了另一个G 或M 代码、地址字符或扩展地址字符。
指定循环时间缩短功能ON (G583) 时,同时指定了另一个G 或M 代码、除Q、I、J 外的地址字符或扩展地址字符。
176: 指定加速/ 减速常数变更ON (G585) 时,同一程序段中没有诊断轴指令。或,同一程序段中指定了不适用的轴。
指定加速/ 减速常数变更ON (G585) 时,同一程序段中有多个诊断轴指令。
177: 指定高速跟踪数据输出模式ON (G587) 时,同一程序段中没有诊断轴指令。或,同一程序段中指定了不适用的轴。
178: 在指定加速/ 减速常数变更ON (G585) 的情况下,再次指定了G585。
在指定高速跟踪数据输出模式ON (G587) 的情况下,再次指定了G587。
179: 在高速数据跟踪 (G587) 模式下指定了无效的G 代码。
180: FS9 磁带转换的参数设定无效时,指定了G595。
181: 在有效切削模式 (G431/M531) 下指定了指令的无效G 代码。
螺旋切削 (G02、G03)
坐标计算 (OMIT、RSTRT、LAA、ARC、GRDX、GRDY、DGRDX、DGRDY、SQRX、SQRY、BHC)
区域加工 (PMIL、PMILR、FMILR、FMILF、RMILO、RMILI)
182: 切削模式变更无效时,指定了切削模式ON/OFF (M531、M530、G430、G431)。
螺旋切削 (G02、G03)
坐标计算 (OMIT、RSTRT、LAA、ARC、GRDX、GRDY、DGRDX、DGRDY、SQRX、SQRY、BHC)
区域加工 (PMIL、PMILR、FMILR、FMILF、RMILO、RMILI)
[ 可能的故障位置]
程序中的G 代码
程序举例:
G52X0 WRITE
[ 采取的措施]
改正由所显示的代码指定的程序错误。
2264 数据字 M 代码
在普通运行模式或NURBS (G132) 以外的模式下,指定除Super-NURBS 控制轴的旋转方向
指令M 代码以外的M 代码;
即固定循环、刀具直径补偿/ 刀具侧补偿、三维刀具补偿、区域加工、原位置和刀尖补偿。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 一个M 代码被指定在一个除普通操作模式以外的模式中。
2: 在NURBS(G132) 模式下,指定除Super-NURBS 控制轴的旋转方向指令M 代码以外的M 代码。
3: 在车削模式下规定换刀臂M 代码指令。
4: 子程序操作中的主程序结束代码。
[ 可能的故障位置]
程序中的M 码
[ 采取的措施]
在NC 程序期间,运行模式为非普通运行或NURBS(G132) 模式时不允许指定除Super-NURBS 控制轴的旋转方向指令M 代
码
以外的M 代码。
2265 MDI 特殊G 代码
指定不可在MDI 模式来操纵的G 代码。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 不能在MDI 模式下执行规定的G 代码。
2-> 在MDI 模式下规定NURBS(G132)。
3-> MDI 中断用于NURBS(G132) 模式的切削进给。
[ 可能的故障位置]
在MDI 模式下不能执行G 代码:
G101 – G110
G300 – G349
特定的G 代码,诸如MODIN, MODOUT, IF, GOTO
操作举例:
在MDI 模式下输入MODIN 02。
[ 采取的措施]
在自动工作模式下,执行MDI 操作。
在NURBS(G132) 模式下,不能通过选择MDI 模式中断机床操作。
2266 主顺序
主顺序报警
[ 索引]
无
[ 字符串]
无
[ 代码]
1:
2:
2267 复位检索
错误顺序复位指令
[ 索引]
无
[ 字符串]
无
[ 代码]
X :
1-> 在执行重新起动指令后按下CYCLE START 键。
2-> 完成搜寻以后按下RESTART 按钮前按下CYCLE START 键( 报警A)。
3-> 在未选择主程序下重新启动编程的指令。在M02 以前没有重新启动顺序。
4-> 车削模式中的顺序时,进行返回检索。
5-> 主轴标记处于非通过状态时,主轴轨迹控制模式中进行返回检索。
6-> 通过顺序复归上位功能,在检索中指定 G169。
7-> 指定通过高级顺序重启功能在程序段中途重启的程序段为
C 轴识别G429 指令程序段,或重量参数自动设定G448 指令程序段,
或旋转轴参数自动设定G429( 无限轴)/G449 ( 倾斜轴) 指令程序段。
8-> 通过顺序复归上位功能指定的在程序段中途返回的程序段
为反转尖峰信号自动调整G458 指令程序段。
9-> 通过顺序复归上位功能指定的在程序段中途返回的程序段
为振动自动调整G459 指令程序段。
XYYYZZZ :
X:
1-> 下一刀具不匹配
2-> 当前刀具不匹配
3-> 下一刀具和当前刀具不匹配
YYY: 在程序中的下一刀具号
ZZZ: 在程序中的当前刀具号
[ 可能的故障位置]
在顺序复位中的操作错误
. 错误地按下CYCLE START 键来代替SEQ.RESTART 键。
. 指定错误重起动顺序。
. 机床处于不能复位的状态。
操作举例:
RS N10 WRITE
按下CYCLE START 键
-> 要按下的SEQ. RESTART 键。
( 报警代码2)
[ 采取的措施]
复位后,正确地进行操作。
将主轴旋转1 圈以上后执行操作。
2268 正向超程
目标指令值大于正行程极限值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 在坐标系切换被禁止时 ( 固定循环指令M52 的执行期间等),指令值超出了正行程极限值。
2: 在切削模式运行时,指令值超出了正行程极限值 ( 如果是模式G22,就是正的可编程行程极限)。
3: 在固定循环模式运行时,快速进给指令值超出了正行程极限值 ( 如果是模式G22,就是正的可编程行程极限)。
4: 在区域加工模式期间,快速进给指令值超出了正行程极限值 ( 如果是模式G22,就是正的可编程行程极限)。
5: 分度台指令超过了正行程极限值。
6: 快速进给指令值超过了正行程极限值。
7: 快速进给指令值超过了第2 正行程极限值。
8: 快速横向进给指令值超过了B 轴旋转正行程极限值。或,将B 轴从旋转正行程极限的外面旋转到里面的指令。
9: 一个无限圆周插补指令值超出了正行程极限 ( 车削)。
A: 快速横向进给指令值超过了第3 个行程端位极限。
C: 切削进给模式的指令值超过B 轴旋转Z 轴上限。
106: 原点位置指令值超过了正行程极限值。
107: 原点位置指令值超过了第2 正行程极限值。
10A: 原点位置指令值超过了第3 正行程极限值。
206: G30 指令值超过了正行程极限值。
207: G30 指令值超过了第2 正行程极限值。
20A: G30 指令值超过了第3 正行程极限值。
80000001: 在切削进给模式运行期间,所算得的数值超出了正行程极限 ( 或G22 情况下的P 可编程行程端位极限)。
80000007: 在切削进给模式运行期间,所算得的数值超出了第2 正行程极限
[ 可能的故障位置]
错误指令值
要由系统参数和用户参数设定的行程端位极限值错误或未设定。
尚未确立的B 轴旋转系统参数的行程端位极限确立数值错误。
未设定B 轴旋转Z 轴上限(B 轴旋转互锁),或设定不正确。
未对系统参数中的原点位置设定值进行设定,或设定的数值错误。
[ 采取的措施]
检查指令值。
正确设定参数数据。
2269 负向超程
目标指令值小于负行程成极限值。
[ 索引]
轴
[ 字符串]
无
[ 代码]
1: 在坐标系切换被禁止时 ( 固定循环指令M52 的执行期间等),指令值超出了负行程极限值。
2: 在切削模式运行时,指令值超出了负行程极限值 ( 如果是模式G22,就是负的可编程行程极限)。
3: 在固定循环模式运行期间,快速进给指令值超出了负行程极限值 ( 如果是模式G22,就是负的可编程行程极限)。
4: 在区域加工模式期间,快速进给指令值超出了负行程极限值 ( 如果是模式G22,就是负的可编程行程极限)。
5: 分度台指令超过了负行程极限值。
6: 快速进给指令值超过了负行程极限值。
7: 快速进给指令值超过了第2 负行程极限值。
8: 命令值超过了发送命令的B 轴旋转N 行程端位极限。
9: 无限圆周插补指令值超出了负行程极限 ( 车削)。
A: 快速横向进给指令值超过了第3 个行程端位极限。
B: Z 轴正W 轴指令值超出了Z/W 合成负行程极限。
C: 切削进给模式中的指令值超过B 轴旋转Z 轴下限。
106: 原点位置指令值超过了负行程极限值。
107: 原点位置指令值超过了第2 负行程极限值。
10A: 原点位置指令值超过了第3 负行程极限值。
10B: Z 轴正W 轴指令值超出了Z/W 合成负行程极限。
80000001: 在切削进给模式中,所算得的数值超出了负行程极限 (G22 情况下的N 可编程行程极限)。
80000007: 在切削进给模式中,所算得的数值超出了第2 负行程极限。
[ 可能的故障位置]
错误指令值
要由系统参数和用户参数设定的行程端位极限值错误或未设定。
尚未确立的B 轴旋转系统参数的行程端位极限确立数值错误。
未设定系统参数原位置,或设定不正确。
[ 采取的措施]
检查指令值。
正确设定参数数据。
2270 无运算功能
虽然并不支持这些操作功能( 用户任务2),但仍指定该操作功能。
EOR, OR, AND, NOT, SIN, COS, TAN, ATAN, SQRT, ABS, BIN, BCD, ROUND, FIX, FUP, ROUND, DFIX, DFUP, ATAN2, 或
MOD 编程。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在程序中使用上述操作指令。
[ 采取的措施]
改变程序以便从程序中删去不能用的操作功能。
2271 无系统变量规格
虽然不支持系统变量,但仍指定系统变量。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在程序中不要使用系统变量。
[ 采取的措施]
改变程序以便从程序中删去系统变量。
2272 无子程序规格
虽然未提供子程序的规格,但仍调用子程序。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在程序中使用子程序。
[ 采取的措施]
改变程序以便从程序中删去子程序。
2273 无输入输出变量规格
虽然输入/ 输出变量功能* 没有被支持,也指定输入/ 输出变量。
* 输入/ 输出变量: VDIN[*]
VDOUT[*]
[ 索引]
无
[ 字符串]
无
[ 代码]
无-> 未选择用户任务2。
XYYYY -> 不支持输入/ 输出变量。
X=1: 输出变量
X=2: 输入变量
YYYY = 0001 到0014: 十六进制变量数 (1 到20 )
[ 可能的故障位置]
在程序中使用了输入/ 输出变量。
[ 采取的措施]
改变程序以便从程序里删除输入/ 输出变量。
2274 备份数据文件写入
对备份数据进行备份时发生错误。
无法写入存储器。
[ 索引]
无
[ 字符串]
无
[ 代码]
无法写入的存储器的扇区号( 十六进制表示法)
[ 可能的故障位置]
用报警代码表示的扇区发生故障。
[ 采取的措施]
· 更换存储器。
· 初始化存储器,重装系统。
2275 固定循环 P
指定的暂停时间P 不合适或操作错误
[ 索引]
无
[ 字符串]
无
[ 代码]
0-> 操作错误
2-> 指令值错误
[ 可能的故障位置]
计算的加工暂停时间超出了最长所允许的暂停时间(99999.999 秒)。
选择错误的指令单元系统
程序示例:
G81 X100 Y100 Z100 R150 P100000 F1000
[ 采取的措施]
通过设定NC 选择参数( 位)3 号改变指令系统,上述举例程序,选择小于0.1 秒的单元系统。
改变P 值,它必须小于99999.999。
2276 固定循环 Q
1) 指定反向攻丝循环(G74) 或攻丝循环(G84) 指令时, Q( 在R 点位置暂停时间) 值错误。
2) 高速深孔钻削循环(G73)、深孔钻削循环(G83)、精镗(G76) 或反镗(G87)
指定指令时, Q( 切削深度或移动量) 值错误。
3) 指定高速深孔( 反向) 攻丝循环指令G283(G273) 时, Q 值为0。
4) 指定深孔( 反向) 攻丝循环指令G282(G272) 时, Q 值为0。或I 和J 指令均为0。
[ 索引]
无
[ 字符串]
无
[ 代码]
无->Q=0 被指定。
其它-> 错误指令值( 十六进制的)
[ 可能的故障位置]
在固定循环Q 指令
固定循环指定期间的I、J 指令
程序举例:
1) G73 X_ Y_ Z_ R_ P_ Q100000 R_ F_ ( 单元: 1 秒)
2) G83 X_ Y_ Z_ R_ Q0 P_ F_
3) G283 X_Y_Z_R_E_Q0P_F_S_K_
4) G282 X_Y_Z_R_E_I0J0P_F_S_K_
[ 采取的措施]
1) 通过NC 任选参数位No.3 设定,更改指令单位( 上述情况下为0.1 秒或更短)。
或将值更改为99999.999 或更小。
2) 指定适当的值,或通过I 和J 指定切削深度和边缘绘制量。
3) 指定切削深度Q。
4) 指定切削深度Q,或通过I 和J 指定切削深度和边缘绘制量。
2277 固定循环 R
错误R 值或操作错误
[ 索引]
无
[ 字符串]
无
[ 代码]
0-> 操作错误
未输入R 值
1-> 在G178 或G179 执行过程中同时指定锥角’R’ 指令及其矛盾的攻丝起点/ 终点’J'(K, I) 指令。
3-> 在G178 或G179 中,分析锥角’R’ 指令期间产生一个计算误差。
其它-> 十六进制的指令值
[ 可能的故障位置]
在固定循环指令中的R 指令
程序举例:
G73 X_ Y_ Z_ P_ Q_ F … 报警代码 0
[ 采取的措施]
指定正确的R 指令值。
2278 固定循环 轴指令
同时为平行轴编程。
[ 索引]
无
[ 字符串]
无
[ 代码]
0->X 轴
1->Y 轴
2->Z 轴
3-> 平行轴
[ 可能的故障位置]
在固定循环中的轴指令
程序示例:
G17 X_ Y_
G81 X_ Y_ Z_ W_ R_ F_
^^ ^^
由于循环轴不能被指定是Z 轴还是W 轴,因而产生一个报警。
[ 采取的措施]
将两个轴中的一个指定为循环轴。
2279 固定循环 循环轴
无为循环轴编程的循环轴移动。
或为附加轴编轴移动的程序。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
固定循环期间的轴运动指令
程序示例 G17 X_ Y_ 无编写的循环轴 (Z 轴) 程序
G81 X_ Y_ (W_) R_ F_ ( 编写的附加轴 (W 轴) 程序)
)
G81 X_ Y_ (W_) R_ F_ ( 辅助轴(W 轴) 编程)
[ 采取的措施]
用基准轴指定一个轴移动指令。
2280 固定循环 R 点和Z 点位置
R 点和Z 点关系不正确
在M53( 返回用G71 指定点) 程序中用G71 指定的点必须小于R 点。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 确认R 点和Z 点。
2->R 值设定比Z 值高。
3->R 值设定比Z 值低。
[ 可能的故障位置]
在一固定循环中的R 和Z 点指令。
程序示例:
G17 G00 X_ Y_ R -> 点和Z 点相同。
G71 Z80.0 -> 指定点R 点高于所指定的点。
指定的点:
G81 X_ Y_ Z_ 90.0 R90.0 F_ M53
[ 采取的措施]
修正Z 和R 指令。
2281 固定循环 退刀量
对高速深孔钻固定循环 (G73) 或深孔钻固定循环 (G83),设定在NC 任选参数 ( 长字) 1 号和2 号上的退刀量”d” 是不正确的。
刀具间隙(K 指令值或任选参数长字No.1) 大于切削深度Q。
刀具间隙( 任选参数长字No.2) 大于切削深度Q。
深孔( 反向) 攻丝循环指令G282(G272) 时。
刀具间隙(K 指令值或任选参数长字No.2) 大于单一切削深度|J|。
深孔( 反向) 攻丝循环指令G282(G272) 时。
刀具间隙(K 指令值或任选参数长字No.1) 大于单一切削深度(|I|<|J| 时)
深孔( 反向) 攻丝循环指令G282(G272) 时。
[ 索引]
无
[ 字符串]
无
[ 代码]
指令值十六进制表示
[ 可能的故障位置]
用于NC 任选参数长字No.1、2 和G73、G83、G272、G282、G273、G283 的刀具间隙异常。
固定循环指令期间的Q 指令、K 指令或I/J 指令。
程序举例:
G73 X_ Y_ Z_ R_ P_ Q_ F_
[ 采取的措施]
正确设定NC 任选参数 ( 长字) 1 号和3 号的退刀量。
将用于G272、G282、G273 和G283(K 指令值或NC 任选参数长字No.1、No.2) 的刀具间隙
修正为适当的值。
2282 固定循环 位移量
用I 和J 指令所设定的精镗固定循环 (G76) 和反镗固定循环 (G87) 用的移动量均是不正确的。
[ 索引]
无
[ 字符串]
无
[ 代码]
1 -> 移动量零
0 -> 程序值超出可编程的范围。
[ 可能的故障位置]
在固定循环中的移动量(G76, G87)
程序举例:
G76 X_ Y_ Z_ R_ P_ F_ 无替换数量指令
[ 采取的措施]
指定Q,或I 和J 指令正确位移量。
2283 固定循环 不能指令
不能指定固定循环。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:轴移动模式后指定固定循环调用指令
2: 刀具直径补偿模式、三维刀具补偿模式、刀具侧补偿模式、区域加工模式或刀尖补偿模式下,发出固定循环调用指令。
3: 车削模式下,发出固定循环调用指令。
[ 可能的故障位置]
错误程序
[ 采取的措施]
修正程序。
2284 固定循环 平面指令
虽然用参数选择Z 轴作为循环轴,但仍指令不是G17 的平面。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
程序中有G18 或G19 指令
程序举例:
G18 Z100 X100(NC 任选参数 ( 位) 17 号位0:ON)
G76 X100 Y100 Z100 R150 F1000
[ 采取的措施]
修正程序。
2285 固定循环 无G71 指令
为了指定正在执行固定循环的M53 模式,必须要用G71 代码先指定出返回位置,当调出M53 模式时如果尚未设定返回位置就会
产生报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
指示循环轴。
0-> 循环轴是X 轴。
1-> 循环轴是Y 轴。
2-> 循环轴是Z 轴。
[ 可能的故障位置]
调用M53 模式前无G71 指令
程序示例:
G81 X100 Y100 Z-60 R0 Q20 F100 M53
^^^ G71 码优先于M53
[ 采取的措施]
在调用M53 模式之前,用G71 指定返回点级别。
在调用M53 模式之前,用G71 指定返回点电平。
2286 固定循环 M 代码
在固定循环中,循环轴不是Z 轴,但是仍指定了M52 或M939 ( 返回上限)。
或,尽管切削方向为正向(+),但是仍指定了M52 或M939。
[ 索引]
无
[ 字符串]
无
[ 代码]
52-> 这说明编程的M52 已造成报警。
939: 说明M939 指令是原因所在。
[ 可能的故障位置]
在无效程序段中指定了固定循环的返回上限指令 (M52 或M939)。
指定了固定循环的返回上限指令 (M52 或M939),但循环轴不是Z 轴。
* 程序段中循环轴不是Z 轴或进给的方向是正(+) 的。
程序举例:
G18 G81 X100 Y100 Z-60 R0 Q10 F100 M52
由于为G18 指定了M52 或M939,所以会出现报警。
[ 采取的措施]
M52 或M939 指令被停止。将替换为M53 或M54 指令。
2287 固定循环 M 代码指令
在固定循环中,一个不能被指定的M 代码被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
6-> 指定M06。
60-> 指定M60。
[ 可能的故障位置]
在固定循环模式中指定M06 或M60。
程序举例:
G81 X100 Y100 Z-60 R0 Q20 F100 M06
[ 采取的措施]
在M06 或M60 进行编程之前,通过指定G80 而取消了固定循环模式。
2288 坐标计算 H,V 指令
水平轴或垂直轴由坐标计算得到的位移量超出允许范围(-99999999 至+99999999 微米)。
[ 索引]
无
[ 字符串]
无
[ 代码]
用于水平轴或垂直轴的计算结果( 十六进制的)
[ 可能的故障位置]
水平或垂直轴指令错误
单元系统选择错误
程序举例:
LAA X50000. I50000 . K5000 J30
如果使用小数点,控制系统就会假设为毫米单位,那么5, 000 毫米就会导致报警。
[ 采取的措施]
检查平行或垂直指令值;按需要来修正。
[ 相关规格]
坐标计算功能
2289 坐标计算 I 指令
1) 在开始计算坐标时,在包含助记符指令的程序段中没有指定的I 指令。
注意必须指定I 指令,即使当I=0 时。
2) 指令的I 值位于下述指定的范围之外:
-99999999 < I < 999999999 [ 微米, 1/1000- 度, 1/10000- 度]
[ 索引]
无
[ 字符串]
无
[ 代码]
FFFFFFFF:无I 指令
其它:I 指令值( 十六进制)
[ 可能的故障位置]
无I 指令
I 指令值错误
程序举例:
I200
GRDX J200 K3 P2 F2000
在GRDX 程序段中未指定I 指令
[ 采取的措施]
增加一个I 指令。
检查I 指令值及单元系统。
[ 相关规格]
坐标计算功能
2290 坐标计算 J 指令
1) 在开始计算坐标时,在包含助记符指令的程序段中没有指定的J 指令。
注意必须指定J 指令,即使当J=0 时。
2) 指令的J 值位于下述的范围之外:
-99999999 < J < 999999999 [ 微米, 1/1000- 度, 1/10000- 度]
[ 索引]
无
[ 字符串]
无
[ 代码]
1:FFFFFFFF-> 无J 指令
2:其它->J 指令值( 十六进制)
[ 可能的故障位置]
无J 指令
J 指令值错误
程序举例:
J200
GRDX I300 K2 P3 F2000
在GRDX 程序段中未指定J 指令
[ 采取的措施]
增加一个J 指令。
检查J 指令值及单元系统。
[ 相关规格]
坐标计算功能
2291 坐标计算 K 指令
1) 在包含以下指定的助记符的程序段中未指定K 指令:
GRDX (Y), DGRDX (Y), SQRX (Y)
注意必须指定K 指令,即使当K=1 时。
2) 指令的K 值位于下述的范围之外:
1 < K < 65535 微米
[ 索引]
无
[ 字符串]
无
[ 代码]
FFFFFFFF-> 没有K 指令
其它->( 十六进制的)K 指令值
[ 可能的故障位置]
没有K 指令
K 指令值错误
程序举例:
GRDX I20. J20. P20
K20
在GRDX 程序段中未指定K 指令
[ 采取的措施]
在含有助记符指令的程序段中指定一K 指令。
修正K 指令值。
[ 相关规格]
坐标计算功能
2292 坐标计算 P 指令
1) 在含有助记代码后面的程序段中未指定P 指令:
GRDX (Y), DGRDX (Y), SQRX (Y)
注意P1 不可省略。
2) 指令的P 值位于下述的范围之外:
1 < P < 65535
[ 索引]
无
[ 字符串]
无
[ 代码]
FFFFFFFF-> 没有P 指令
其它->P 指令值( 十六进制的)
[ 可能的故障位置]
无P 指令
P 指令值错误
程序举例:
GRDX X500. Y500. I20. J20. K2 P3
[ 采取的措施]
在含有助记符指令的程序段中指定一P 指令。
修正P 指令值。
[ 相关规格]
坐标计算功能
2293 坐标计算 Q 指令
1) 在包含助记符ARC 的程序段中未指定的Q 指令。
2) Q 指令值位于以下所示范围之外在包含助记符模式的程序段中指定的Q 指令。
DGRDX (Y). -99999999 < Q < 99999999
[ 索引]
无
[ 字符串]
无
[ 代码]
FFFFFFFF: 无Q 指令
其它: Q 指令值( 十六进制)
[ 可能的故障位置]
无Q 指令
Q 指令值错误
程序举例:
ARC X300. Y300. V20. Q30. K4
[ 采取的措施]
在含有助记符指令的程序段中指定Q 指令。
检查Q 指令值和单元系统并校正Q 指令。
[ 相关规格]
坐标计算功能
2294 坐标计算 R 指令
一个R 指令在如下指定的允许范围之外:
-99999999 < R < 99999999 [ 微米, 1/1000- 度, 1/10000- 度]
[ 索引]
无
[ 字符串]
无
[ 代码]
R 指令值( 十六进制的)
[ 可能的故障位置]
R 指令值错误
程序举例:
DGRDX X500. Y500. I20000 J20000 K3 P2 Q100 R999999.
( 小数点数据是运用毫米单元系统,因此能产生报警。)
[ 采取的措施]
检查R 指令值及单元系统。
修正程序。
[ 相关规格]
坐标计算功能
2295 坐标计算 大于最大数
用坐标计算功能所计算的坐标点数超过容许的极限(1-65535)。
1) 用K 指定的次数太多。
2) 用坐标计算功能获得的坐标点的总数太大。
[ 索引]
无
[ 字符串]
无
[ 代码]
计算的最大坐标点数( 十六进制的)。
[ 可能的故障位置]
K 指令值太大或要计算的坐标点数太大。
指定Q 和K 指令错误
程序举例:
LAA X500. Y500 I20. K65560
BHC X500. Y500. Q5 K3000 … J0
指定Q 和K 指令错误
[ 采取的措施]
检查用于坐标计算功能的K 指令。
检查用于坐标点的计算方法。
检查要计算的坐标点的最大数。
[ 相关规格]
坐标计算功能
2296 坐标计算 G 代码
指定不用于坐标计算功能G 代码。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
主板故障
控制软件故障(G 代码检查表,助记的检查表, G 代码数据)
[ 相关规格]
坐标计算功能
2297 坐标计算 方式
坐标计算指令 (LAA, ARC, GRDX, GRDY, DGRDX, DGRDY, SQRX, SQRY, BHC) 指定在以下模式中。
刀具半径补偿模式(G41, G42)
三维刀具补偿模式(G44)
刀具侧补偿模式(G45, G46)
刀尖补偿模式(G47)
圆弧插补模式(GO2, GO3)
坐标计算功能
在平面指定中选定一个旋转轴,但是没有选定圆柱侧面加工模式(G175)。
车削模式(G149)
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
坐标计算指令执行前选择的模式。
程序举例:
G02 X100 Y100 F2000
LAA I20 K3 J30 <- 发生报警
[ 采取的措施]
检查坐标计算指令的模式并进行修正。
[ 相关规格]
坐标计算功能
2298 刀具径补偿 运算
在刀具半径补偿模式中进行浮点计算期间产生一个错误。
用于刀具半径补偿功能的变量是由变量转变或浮点数首先计算的,并且计算的结果被转变成整数的数据。
[ 索引]
无
[ 字符串]
无
[ 代码]
XXYY
XX : 导致浮点计算错误的变量指定位置接近。
YY : 指示在浮点计算时计算错误的状态。

计算错误状态(YY)
位0-> FIMR 溢出( 在转换为整数时溢出)
位1-> 幂未溢出
位2-> 幂溢出
位3-> 负数据平方根
位4-> 除数 = 0
1-> 启动时,以I 和J 指令为基础的虚点计算错误
7-> 为了将指令缓冲器数据(CDB 或CDA) 传送到刀具半径补偿缓冲器(TRB 或TRA),在变换为零浮点时,所产生的计算错
误
10-> 在计算具有和刀具半径补偿数据量值相同的法矢量时计算错误(STRATOF) 对于有疑问的起点和终点的轮廓
11-> 判断内切或外切计算错误
12-> 判断在图形内形成钝角还是形成锐角时计算错误
MC937008R0700601830001
13-> 在计算延伸点时计算错误
14-> 在计算正切方程时计算错误
15-> 在计算弧因数时计算错误
16-> 在计算内侧圆弧的自动减速/ 加速时计算错误
17-> 在不完整圆或整圆的判断中计算错误
18-> 计算中因为干扰检查时计算错误
20-> 为了将角度偏置数据( 浮点) 转换至执行缓冲器( 整数) 在计算时产生的计算错误
21-> 当前点(HC, VC) 相对于圆心(AA, AB) 的I, J 值中计算中出现错误
22-> 在计算线路系数(AB, BB, CB) 时计算错误
23-> 在计算弧系数(AB, BB, CB) 时计算错误
24-> 当前圆弧半径补偿中的圆弧半径计算错误
25-> 计算两个圆交点时计算错误
26-> 计算直线和圆的交点时计算错误
27-> 计算两直线交点时计算错误
28-> 在两个交点的取舍判断中计算错误
29-> 当取消刀具半径补偿功能时计算错误
30-> 计算减速的进给率中计算错误
31-> 一个平面上减速起点计算错误
32-> 在拐弯内角和减速执行的角度比较计算中错误
33-> 在计算一个平面上减速终点时计算错误
34-> 在减速缓冲器( 整数) 平面上的分点( 浮点) 的设定计算中错误
35-> 在减速缓冲器非平面上的分点( 浮点) 的设定计算中错误
36-> 在执行刀具半径补偿后后,检测是否指定圆弧的计算中错误
37-> 在指定圆弧的起点和终点圆心角后,在计算弧长时的计算错误
38-> 在指定弧长和半径后圆心角COS 和SIN 值计算错误
39-> 圆弧坐标旋转计算错误
40-> 在非当前运送到减速缓冲器的平面上的终点分点设定计算错误
41-> 在计算两点间距离时计算错误
[ 可能的故障位置]
主板故障
控制软件故障
2299 刀具径补偿 交点计算失败
在刀具半径补偿功能中,未能获得两程序段之间指令的交叉点。
[ 索引]
无
[ 字符串]
无
[ 代码]
200-> 在进行外部钝角切削时
300-> 在进行内切时
400-> 在进行圆弧切削时,或在相反方向进行补偿时
500-> 对于刀具侧补偿功能,轴行程为0。
[ 可能的故障位置]
程序或刀具半径补偿数据中的错误
[ 采取的措施]
检查程序。
代码为500 时,删除刀具侧补偿功能的相同切削点指令。
设定正确的刀具半径补偿数据。
2300 刀具径补偿 注消G00, G01
将刀具半径补偿取消的G 代码(G40/G43) 编程在圆弧插补模式中(G02, G03)。
[ 索引]
无
[ 字符串]
无
[ 代码]
500
[ 可能的故障位置]
在刀具半径补偿模式取消的程序段之前的一个程序段 几个程序段
程序举例:
G41 X100 D01 F1000
G02 X200 I-100 J0
G40 <- 报警发生
[ 采取的措施]
在删除刀具半径补偿模式之前选择G00 或G01 模式。
2301 刀具径补偿 起动失败
三维刀具补偿: 不能启动
启动刀具半径补偿或刀具侧补偿功能失败。
指定G02 或 G03 中的轴进给模式下,指示刀具半径补偿/ 刀具侧补偿模式ON。指定G41、G42、G45 或G46 时,发生该报
警。
启动三维补偿模式不可能。
当轴进给模式为G02 或G03 时, G44 指令将发生报警,指示三维补偿模式ON。
[ 索引]
无
[ 字符串]
无
[ 代码]
600: 试图在G02 或 G03 模式下启动刀具半径补偿或刀具侧补偿模式。
11:试图在G02 或G03 模式下启动三维补偿模式
[ 可能的故障位置]
试图在主程序的G02 或 G03 模式( 圆弧插补模式) 下启动刀具半径补偿、刀具侧补偿或三维刀具补偿指令。
程序举例:
G02 X_ Y_ I_ J_
G42 X_ Y_ I_ J_
G01 X_ Y_
[ 采取的措施]
在G01 或 G00 模式下启动刀具半径补偿、刀具侧补偿模式或三维刀具补偿指令。
2302 刀具径补偿 补偿量指令错误
一个刀具半径补偿号没有给定。
[ 索引]
无
[ 字符串]
无
[ 代码]
600-> 在三维刀具偏差模式下
800-> 在刀具偏差模式中
[ 可能的故障位置]
主板故障
控制软件故障
2303 刀具径补偿 圆弧补偿量指令错误
在圆弧插补中改变刀具半径补偿量D 或在半径补偿中由直线插补转换到圆弧插补中插补模式的改变模式有效。
[ 索引]
无
[ 字符串]
无
[ 代码]
900
[ 可能的故障位置]
D 指令在G02 模式下
程序举例:
G01 G41 X100 Y100 D01 F200 D01=10 毫米
G02 X200 R100 D02 D02=20 毫米
[ 采取的措施]
总是指定一个优于圆插入指令的D 指令。在刀具半径补偿模式有效时不要改变它。
2304 刀具径补偿 干涉错误
在加工量加上刀具半径补偿数和不应切削的区域之间出现干扰。
( 在可编辑的刀具运动方向和补偿后产生的运动方向之间的角度是在90- 度和270- 度之间。)

[ 索引]
无
[ 字符串]
无
[ 代码]
1900
[ 可能的故障位置]
刀具半径补偿数据D 太大
编程的指令不正确( 切削深度太大)
程序举例:
假设”30″ 在D1 处设定。
G00 X0 Y0
G42 G01 X50 Y-50 F100
X25
X100 Y0
[ 采取的措施]
减少刀具半径补偿数据,使它不发生干扰。( 还要改变刀具)
改变指令值( 刀具路径也要随之改变。)
2305 无人化 不能测量
在执行自动测量循环过程中不能执行测量循环。或在补允许执行自动测量循环中想要执行自动测量循环。
[ 索引]
无
[ 字符串]
无
[ 代码]
1->
原因: 当机床坐标系(H0) 被选定时,调用制造商子程序。
措施: 在选择一个工作坐标系后(G15 H1,例如) 调入一个制造商子程序。
子程序:OO10 OO30 OO50
2->
原因: 镜像功能有效。
措施: 先取消镜像功能。
子程序: OO10 OO30
3->
原因: 保持手动位移动量( 总计)。
措施: 取消手动位移量( 总计)。
子程序:OO10 OO30 OO50
4->
原因: 正在执行坐标的平行或角位移(G11)。
措施: 先取消G11 模式。
MC937008R0700601890001
子程序:OO10
5->
原因: 正在执行轮廓的扩大/ 缩小(G51)。
措施: 先取消G51 模式。
子程序:OO10
6->
原因: T 号为零(0)。未设定刀具。
措施: 指定一刀号。指定PTLN 指令。
子程序:OO30
7->
原因: T 号或PTLN 指令超过容许的偏置对数。
措施: 减少T 号的数量或PTLN 指令至容许值。
子程序:OO30
8->
原因: 在试图进行测量循环时,探头电源未接通。
措施: 检查接收器的机头和探头间是否有障碍。用于探头的主轴指示器角度是否正确?
接收器头闪光吗?
子程序:OO15
9->
原因: 从接触传感器零点起始的定位点的偏置量大于PCHK( 仅对Y 和Z 轴)。
措施: 在给Y 和Z 轴定位时,减少接触传感器零点的偏置量,使它位于PCHK 之内。
子程序:OO30
A->
原因: 接触探头微型计算机保持ON。
措施: 检查是否在临近的开关上有堆积的芯片。
子程序:OO10
B->
原因: 接触探头测试的结果为NG。不能确认接触探头的信号。
措施: 检查接触探头的电池。
子程序:OO10
C->
原因: 当以快速趋近速度(X 轴) 进给时,接触探头和工件相接触。
措施: 检查测量循环起点。
检查PUDT 设定。
子程序:OO10
D->
原因: 当以中等趋近速度(X 轴) 进给时,接触探头和工件未接触。
措施: 检查设想的测量循环目标点。检查POVT 设定。
子程序:OO10
E->
原因: 当以最终趋近速度(X 轴) 进给时,接触探头和工件未接触。
措施: 检查接触探头的电池。
子程序:OO10
F->
原因: 虽然接触探头和某工件相接触(X 轴),但仍未接通接近开关。
措施: 检查是否接触探头已经震颤。
子程序:OO10
10->
原因: 当以快速趋近速度(Y 轴) 进给时,接触探头和工件相接触。
措施: 检查测量循环起点。检查PUDT 设定。
子程序:OO10
11->
原因: 当以中等趋近速度(Y 轴) 进给时,接触探头和工件未接触。
措施: 检查设想的测量循环目标点。检查POVT 设定。
子程序:OO10
12->
原因: 当以最终趋近速度(Y 轴) 进给时,接触探头和工件未接触。
措施: 检查接触探头的电池。
子程序:OO10
13->
原因: 虽然接触探头和某工件相接触(Y 轴),但仍未接通接近开关。
措施: C 检查是否接触探头已经震颤。
子程序:OO10
14->
原因: 当以快速趋近速度(Z 轴) 进给时,接触探头和工件相接触。
措施: 检查测量循环起点。检查PUDT 设定。
子程序:OO10
15->
原因: 当以中等趋近速度(Z 轴) 进给时,接触探头和工件相接触。
措施: 检查设想的测量循环目标点。检查POVT 设定。
子程序:OO10
16->
原因: 当以最终趋近速度(Z 轴) 进给时,接触探头和工件相接触,或发生一个FM 型的接触探头信号接收错误。
措施: 检查接触探头电池。
子程序:OO10
17->
原因: 虽然接触探头和某工件相接触(Z 轴),但仍未接通接近开关。
措施: 检查接触探头是否已经震颤。
子程序:OO10
18->
原因: 在外径测量循环中,当趋近于外径时,接触探头和工件相接触。
措施: 检查测量循环的起点。检查设想的OD 值。
19->
原因: PLH 未指定。
措施: 设定PLH 的刀具长度偏差数。
1A->
原因: PDH 未指定
措施: 设定PDH 的切削半径补偿数。
1B->
原因: 在C 轴的测量循环中,在逼近测量点的过程中,触点检测。
措施: 检查起点位置PDI 值或PGI 值是否正确。
子程序:OO10
1C->
原因: 在PUDT 和POVT( 触点值错误) 范围内,在X 轴运动方向接触探头的触点未检测。
措施: NC 软件错误
子程序:OO100
1D->
原因: 在PUDT 和POVT 范围内,在Y 轴运动方向,接触探头的触点未检测。
措施: 改变NC
子程序:OO100
1E->
原因: 在PUDT 和POVT 范围内,在Z 轴运动方向,接触探头的触点未检测。
措施: 改变NC
子程序:OO100
1F->
原因: 为垂直主轴径向接触传感器零设定时,切削刀具未能与接触传感器。
措施: 检查循环的起点。它是否与接触传感器靠的很近(10 毫米以内)?
子程序:OO30
20->
原因: 在接触传感器设定为零循环过程中,在垂直主轴的半径方向,切削刀具未接触到传感器。
措施: 检查循环的开始位置;是否靠近接触传感器(10 毫米以内)?
子程序:OO30
21->
原因: 水平主轴径向接触传感器零设定时,切削刀具不能与传感器接触。
措施: 检查循环的起点。它是否与接触传感器靠的很近(10 毫米以内)?
子程序:OO30
22->
原因: 在自动刀具长度偏置和自动刀具损坏检查循环中,在水平轴径向方向上,切削刀具未能接触到传感器。
措施: 检查循环的起点。它是否与接触传感器靠的很近(10 毫米以内)?
子程序:OO30
23->
原因: 当轴从接触检测点按正方向移动0.5 毫米时,探头接触信号ON。(X 方向)
子程序:OO100
24->
原因: 当轴从接触检测点按正方向移动0.5 毫米时,探头接触信号ON。(Y 方向)
25->
原因: 当轴从接触检测点按正方向移动0.5 毫米时,探头接触信号ON。(Z 方向)
26->
原因: 当轴从接触检测位置返回0.5 毫米时,在接近后(X 方向),在工件检测方向再次获得的值作为坐标值。
27->
原因: 当轴从接触检测位置返回0.5 毫米时,在接近后(Y 方向),在工件检测方向再次获得的值作为坐标值。
28->
原因: 当轴从接触检测位置返回0.5 毫米时,在接近后(Z 方向),在工件检测方向再次获得的值作为坐标值。
29->
原因: 在自动刀具长度补偿和自动刀具损坏探查循环中垂直主轴径向方向上,切削刀具未能接触到传感器。
措施: 设定的刀具长度是否正确?( 在刀具长度偏置循环中)
子程序:OO30
2A->
原因: 在自动刀具长度补偿和自动刀具损坏检测循环中,在垂直于主轴径向方向,切削刀具未能接触到传感器。
措施: 假定的刀具半径正确否?( 用于刀具长度偏置循环中) 刀具半径补偿数据设定了吗?( 在刀具检测循环中)
子程序:OO30
2B->
原因: 在自动刀具长度补偿和自动刀具损坏检查循环,用于水平主轴径向位,切削刀具未能接触到传感器。
措施: 假定的刀具长度是否正确?( 在刀具长度偏置循环中)
是否设定好刀具长度补偿数据?( 用于刀具损坏检测循环中)
子程序:OO30
2C->
原因: 在自动刀具长度补偿和自动刀具损坏检查循环中,在水平轴径向方向上,切削刀具未能接触到传感器。
措施: 假定的刀具半径是否正确?( 用于刀具长度偏置循环中)
是否设定好刀具补偿数据?( 用于刀具损坏检测循环中)
子程序:OO30
2D->
原因: 在自动刀具长度补偿循环中在X 轴方向( 以角度附加),切削刀具未能接触到传感器。
措施: 检查PL1 是否适合。
子程序:OO30
33->
原因: 在U- 中心零设定循环时,切削刀头接触到传感器,或接触信号输入在它不应接触的传感器程序中。
措施: 检查下列项目:
– 传感器零位设定是否正确?
– 切削刀头上有无切削?
– 传感器信号是否正确?
子程序:OO40
34->
原因: 在U- 中心零设定循环中,没有接触信号输入。
措施: PD 值是否正确? 传感器信号是否正确地输进NC 系统?
子程序:OO40
35->
原因: 在U- 中心半径调整循环中, Y 轴不必检测的接触程序序列进给时,切削刀头接触传感器。
措施: 检查下列项目:
– 指令值是否正确?
– 传感器信号是否正确地输进NC 系统?
– 切削刀头上有无切削?
子程序:OO50
36->
原因: 在U- 中心半径调整循环中,当U 轴正在进给时,切削刀头不能接触传感器。
措施: 检查下列项目:
– U 轴指令是否太长?
– 传感器信号是否正确地输进NC 系统?
子程序:OO50
37->
原因: 在U- 中心半径调整循环中,用Y 轴检测U 轴调整量的程序序列中,切削刀头不能接触传感器。
措施: 检查传感器信号是否被正确地输入。
子程序:OO50
38->
原因: 在刀具磨损检测循环中, Y 轴在不接触传感器的程序序列中进给时,切削刀头接触到传感器。
措施: 检查下列项目:
– 传感器零位设定是否正确?
– 传感器信号是否正确地输进NC 系统?
– 切削刀头上有无切削?
子程序:OO60
39->
原因: 在磨损补偿时, Y 轴在远离当前位置的点通过补偿量进行定位的程序序列中,切削刀头接触传感器。
措施: 检查下列项目:
– 指令值是否正确?
– U- 中心头部是否有切屑?
– I 传感器信号是否正确地输进NC 系统?
子程序:OO60
3A->
原因: 在磨损补偿时,在U 轴调整时,在切削刀头径向位被补偿时,切削刀头未能接触到接触传感器。
措施: 检查下列各项:
– 传感器信号是否正确地输进NC 系统?
子程序:OO60
3B->
原因: 在磨损补偿循环中的U 轴补偿完成后,在调整量通过Y 轴的移动检查的程序序列中切削刀头与传感器未接触。
措施: 检查下列各项:
– 传感器信号是否正确地输进NC 系统?
子程序:OO60
3C->
原因: 在用设定在垂直轴MCM 中的接触传感器执行检测循环时,摆动头的定向不在M75 的位置上。
措施: 对MCM,在M75 的位置上垂直轴改变刀具的循环被完成;在自动或MDI 模式下设定接触传感器。
子程序:OO10
3D->
原因: 在MCM 上径向垂直主轴接触传感器零设定时,转动头没有定在前方位或使用了水平主轴。
措施: 转动回转头到前位后(M73) 执行固定循环。
PAXI 数据是否正确?
子程序:OO30
3E->
原因: 在MCM 上为垂直主轴径向设定接触传感器零位时,转动头未定位在前位或使用了水平主轴。
措施: 转动回转头到前位后(M73) 执行固定循环。
PAXI 数据是否正确?
子程序:OO30
3F->
原因: 在MCM 上轴向水平主轴接触传感器零设定时,转动头没有定位在右位或使用了垂直主轴。
措施: 转动回转头到右位后(M76) 执行固定循环。
PAXI 数据是否正确?
子程序:OO30
40->
原因: 在MCM 上水平主轴接触传感器零设定时,转动头没有定位到右位或使用的刀具不正确。
措施: 转动回转头的右位后(M76) 执行固定循环。
PAXI 数据是否正确?
子程序:OO30
41->
原因: 用作角附件的刀具数为T52 或T53。对角附件的刀具,仅T51(90- 度角附件) 可用于刀具长度补偿。
措施: 检查T 指令是否正确。
42->
原因: 用于任选的接触传感器的电源不能接通。
子程序:OO16
43->
原因: 用于任选的接触传感器的电源不能切断。
子程序:OO17
4E->
原因: 当FM 型传感器以快速接近速度(X 轴) 进给时,出现一接收的错误。
子程序:OO10
4F->
原因: 当FM 型传感器以中等接近速度(X 轴) 进给时,出现一接收的错误。
子程序:OO10
50->
原因: 当FM 型传感器以最后接近速度(X 轴) 进给时,出现一接收的错误。
子程序:OO10
51->
原因: 当FM 型传感器以快速接近速度(Y 轴) 进给时,出现一接收的错误。
子程序:OO10
52->
原因: 当FM 型传感器以中等接近速度(Y 轴) 进给时,出现一接收的错误。
子程序:OO10
53->
原因: 当FM 型传感器以最后接近速度(Y 轴) 进给时,出现一接收的错误。
子程序:OO10
54->
原因: 当FM 型传感器以快速接近速度(Z 轴) 进给时,出现一接收的错误。
子程序:OO10
55->
原因: 当FM 型传感器以中等接近速度(Z 轴) 进给时,出现一接收的错误。
子程序:OO10
56->
原因: 当FM 型传感器以最后接近速度(Z 轴) 进给时,出现一接收的错误。
子程序:OO10
58->
原因: PLI 小于VMTL,或[PLI-POVT] 小于[VMTL-10]。(10 是一个故障过行程的距离。)
PLI : 期望刀具长度:VMTL: 设定以后选参数长字43 号; POVT: 超程距离
这一代码只用于MMSA001C-JPN.MSB。
子程序 : OO30
59->
原因: VTOFH[PH] 小于VMTL,或[VTOFH[PH]-POVT] 小于[VMTL-10] (10 是故障超程的距离。)
PH : 当前刀具号; VMTL: 在任选参数长字43 号设定数据; POVT: 超程距离
这一代码只用于MMSA001C-JPN.MSB。
子程序 : OO30
61->
原因:指定了斜面定心指令但未指定PEX 指令。
措施:指定PEX 指令。
子程序名称:OO34
62->
原因:指定了斜面定心指令但未指定PEY 指令。
措施:指定PEY 指令。
子程序名称:OO34
63->
原因:指定了斜面定心指令但未指定PIN 指令。
措施:指定PIN 指令。
子程序名称:OO34
64->
原因:在自动刀具破损检测中,通过PZRC=1( 新时间缩短) 指定了PUDT>PSFT。
措施:在PZRC=1 时指定PUDT=(<)PSFT。
子程序名称:OO34
65->
原因:主轴上未安装刀具。当前刀具号为VTLCN=0.
子程序名称:OO41
66->
原因:在接近传感器的零点设定循环中,无任何物体接触到传感器。( 沿X 方向接近)
子程序名称:OO41
67->
原因:通过使用接近传感器测量,沿X 轴方向接近前,信号变为ON。
( 报警作为信号错误显示。)
子程序名称:OO41
68->
原因:PLI 指令小于最小刀具长度( 任选参数长字No.43)。
PLI-POVT 小于最小刀具长度-10。
子程序名称:OO30
69->
原因:VTOFH [PH](PH 为当前刀具号) 小于最小刀具长度( 任选参数
长字No.43)。
VTOFH [PH]-POVT 小于最小刀具长度-10。
子程序名称:OO30
6A->
原因:使用推扫式传感器无法确认第1 次接近的传感器4 OFF。
传感器4 的输入ON。
6B->
原因:使用推扫式传感器无法确认第1 次接近的接触。
6C->
原因:使用推扫式传感器无法确认第2 次接近的传感器4 OFF。
传感器4 的输入ON。
6D->
原因:使用推扫式传感器无法确认第2 次接近的接触。
6E->
原因:使用推扫式传感器无法确认第3 次接近的传感器4 OFF。
传感器4 的输入ON。
6F->
原因:使用推扫式传感器无法确认第3 次接近的接触。
70->
原因:使用推扫式传感器无法确认第4 次接近的传感器4 OFF。
传感器4 的输入ON。
71->
原因:使用推扫式传感器无法确认第4 次接近的接触。
72->
原因:使用推扫式传感器无法确认扫描测量中第1 次接近的
传感器4 OFF。
传感器4 的输入ON。
73->
原因:使用推扫式传感器无法确认扫描测量中第1 次接近的接触。
74->
原因:使用推扫式传感器无法确认扫描测量中第2 次接近的
传感器4 OFF。
传感器4 的输入ON。
75->
原因:使用推扫式传感器无法确认扫描测量中第2 次接近的接触。
76->
原因:使用推扫式传感器,节距误差检测的参数错误。
77->
原因:使用推扫式传感器,插入节距误差检测后无法检查传感器。
78->
原因:使用推扫式传感器,插入节距误差检测前无法检查传感器。
79->
原因:使用推扫式传感器,移除节距误差检测后无法检查传感器。
7A->
原因:使用推扫式传感器,发生表示节距误差检测中节距误差较大的报警。
7B->
原因:使用推扫式传感器,无法执行高速破损循环的第1 次传感器检查。
7C->
原因:使用推扫式传感器,无法执行高速破损循环跳步操作后的传感器检查。
7D->
原因:测量循环(OO10) 期间,探针电源切断。
7E->
原因:在MCR-AF 的非接触式传感器测量中,测量期间ATC 操作门关闭。
7F->
原因:通过自动刀具长度补偿进行第1 次接触且刀具回退5mm 后,
传感器输入ON。
80->
原因:对于ID 测量特殊规格,在测量前根据定位与工件进行了接触。
81->
原因:在MCR-AF 的非接触式传感器测量中,行程极限有效时执行了测量(VNLMT=0)。
82->
原因:动态标尺传感器测量时,跳步前传感器输入ON。
措施:检查X 轴传感器。
83->
原因:动态标尺传感器测量时,跳步操作后未执行传感器接触。
措施:检查X 轴传感器。
85->
原因:动态标尺传感器测量时,距之前的X 轴N 侧( 第1 个点) 的间隙量超过了N 侧
测量允许的误差极限。
N 侧测量允许的误差极限为“0”。
措施:检查X 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定N 侧的测量允许误差极限值。
86->
原因:动态标尺传感器测量时,距之前的X 轴P 侧( 第2 个点) 的间隙量超过了P 侧
测量允许的误差极限。
P 侧测量允许误差极限为“0”。
措施:检查X 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定P 侧的测量允许误差极限值。
87->
原因:动态标尺传感器测量时, X 轴N 侧( 第1 个点) 补偿位置的补偿量超过了
N 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
88->
原因:动态标尺传感器测量时, X 轴P 侧( 第2 个点) 补偿位置的补偿量超过了
P 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
89->
原因:动态标尺传感器测量时,跳步前传感器输入ON。
措施:检查Y 轴传感器。
8A->
原因:动态标尺传感器测量时,跳步操作后未执行传感器接触。
措施:检查Y 轴传感器。
8B->
原因:动态标尺传感器测量时,距之前的Y 轴N 侧( 第1 个点) 的间隙量超过了N 侧
测量允许误差极限。
N 侧测量允许误差极限为“0”。
措施:检查Y 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定N 侧的测量允许误差极限值。
8C->
原因:动态标尺传感器测量时,距之前的Y 轴P 侧( 第2 个点) 的间隙量超过了P 侧
测量允许误差极限。
P 侧测量允许误差极限为“0”。
措施:检查Y 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定P 侧的测量允许误差极限值。
8D->
原因:动态标尺传感器测量时, Y 轴N 侧( 第1 个点) 补偿位置的补偿量超过了
N 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
8E->
原因:动态标尺传感器测量时, Y 轴P 侧( 第2 个点) 补偿位置的补偿量超过了
P 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
8F->
原因:动态标尺传感器测量时,跳步前传感器输入ON。
措施:检查Z 轴传感器。
90->
原因:动态标尺传感器测量时,跳步操作后未执行传感器接触。
措施:检查Z 轴传感器。
91->
原因:动态标尺传感器测量时,距之前的Z 轴N 侧( 第1 个点) 的间隙量超过了N 侧
测量允许误差极限。
N 侧测量允许误差极限为“0”。
措施:检查Z 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定N 侧的测量允许误差极限值。
92->
原因:动态标尺传感器测量时,距之前的Z 轴P 侧( 第2 个点) 的间隙量超过了P 侧
测量允许误差极限。
P 侧测量允许误差极限为“0”。
措施:检查Z 轴传感器。
或相关滚珠丝杠可能异常伸长或缩短,因此需再次测量基准位置以减少误差。
或设定P 侧的测量允许误差极限值。
93->
原因:动态标尺传感器测量时, Z 轴N 侧( 第1 个点) 补偿位置的补偿量超过了
N 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
94->
原因:动态标尺传感器测量时, Z 轴P 侧( 第2 个点) 补偿位置的补偿量超过了
P 侧倾斜度补偿允许极限。
措施:再次测量基准位置并补偿。
95->
原因:非接触式传感器测量功能时,最大测量值和最小测量值差的
绝对值超过了允许值。
96->
原因:非接触式传感器测量功能时,附件类型和测量程序号不一致。
97->
原因:非接触式传感器测量功能时,未在可进行测量的角度分度附件。
98-
原因:非接触式传感器测量功能时,活动附件号和附件旋转补偿号(PAT) 不一致。
99->
原因:非接触式传感器测量功能时,
垂直刀具/ 水平刀具指令(VFST 的位6) 错误。
100->
原因:在第1 次接近中接通了接触信号且停止动作后仍接通。(X 轴)
101->
原因:在第1 次接近中接通了接触信号且停止动作后仍接通。(Y 轴)
102->
原因:在第1 次接近中接通了接触信号且停止动作后仍接通。(Z 轴)
103->
原因:W 轴位置上的测量( 包括手动位移量) 未处于要测量的允许范围内。
104->
原因:WA 轴位置上的测量未处于要测量的允许范围内。
105->
原因:在ID 45° 测量中更改了单位制,但未执行接触式探针的半径补偿。
措施:使用当前单位制执行接触式探针的半径补偿。
子程序名称:OO10
106->
原因:在长度补偿和破损检测测量中,
假设的刀具长度小于NC 任选参数长字No.43( 允许的最小测量刀具长度)。
措施:将假设的刀具长度设定为大于或等于上述参数设定值的值。
子程序名称:OO30
107->
原因:用于测量的PMOD 指令与PAC 指令不一致。
措施:更改PMOD 或PAC 指令。
子程序名称:OO151
108->
原因:即使重置测量的当前位置,测量值仍不为PZER 或更小。
措施:使用PZER 进行指定。
子程序名称:OO151
109->
原因:即使缩短测量接触,当前位置仍不为PDEX 或更大。
措施:使用PDEX 进行指定。
子程序名称:OO151
10A->
原因:测量开始位置超过了超程位置。
子程序名称:OO156
10B->
原因:接触位置为“0”。
子程序名称:OO156
10C->
原因:接触位置最大值和最小值的差不为PERD 或更小。
子程序名称:OO156
110->
原因: 在Z 轴纵向自动刀具长度偏置循环的第1 次接近时,切削刀具不能触及传感器。
措施: 检查开始位置或POVT 数值是否正确。
检查预期的刀具长度PLI 是否正确。
子程序: OO71
111->
原因: 在Z 轴纵向自动刀具长度偏置循环的第2 次接近时,切削刀具不能触及传感器。
子程序: OO71
112->
原因: 在X 轴纵向自动刀具长度偏置循环的第1 次接近时,切削刀具不能触及传感器。
措施: 检查开始位置或POVT 数值是否正确。
检查预期的刀具半径PDL 是否正确。
子程序: OO71
113->
原因: 在X 轴纵向自动刀具长度偏置循环的第2 次接近时,切削刀具不能触及传感器。
子程序名称: OO71
114->
原因: 在X 轴纵向自动刀具长度偏置循环的第2 次接近时,切削刀具不能触及传感器。
措施: 检查开始位置或POVT 数值是否正确。
检查预期的刀具半径PDL 是否正确。
子程序名称: OO71
115->
原因: 在Y 轴纵向自动刀具长度偏置循环的第2 次接近时,切削刀具不能触及传感器。
子程序名称: OO71
121->
原因: 在首次接触中无接触。 或接触信号未ON。
122->
原因: 在第2 次接触中无接触。 或接触信号未ON。
123->
原因: 反向测量后,返回测量起始位置时接触信号仍为ON。
124->
原因: 通过自动测量指令,未指定探针号自变量PRB 的指令。
125->
原因: 在探针本身的刀具直径补偿中,指定附加指令(PAT) 时, C 轴角度不为270 度。
措施: 设定为PAC=270。
127->
原因: 机床坐标系中的B 轴不为90°。
措施: 将机床坐标系中的B 轴设定为90°。
128->
原因: 通过多点测量功能指定了直径测量或连续长度/ 直径测量。
129->
原因: 使用多点测量功能时附加号不为1 至3。
12A->
原因: 使用多点测量功能时,最大和最小测量刀具长度的差超过公差值。
12B->
原因: 使用多点测量功能时,主轴分度前接触信号ON。
12C->
原因: 第2 刀具长度测量/ 刀具破损检测循环期间指定了测量方向PAPD=1 时, B 轴不为0°。
措施: 将B 轴设定为0° 后执行测量
12D-> 原因: 指定的探针号 (PPRB) 与主轴上安装的探针号不符。
措施: 为主轴安装所需的探针。
对于探针号1 (PPRB=1),在主轴上安装刀具号为131 的探针。
对于探针号2 (PPRB=2),在主轴上安装刀具号为132 的探针。
或修改程序指令,从而与主轴上安装的探针号相符。
子程序名: OO10
12E-> 原因: 测量自动2 个圆螺距或自动3 个圆中心时,在移至第二点或更后面的点期间,接触式探针与工件发生接触。
措施: 为减压 (PES/PES2) 或切削 (PIN2/PIN3) 设定适合的值。
12F-> 原因: 由于3 个圆的中心位于线上或圆周过大,导致无法计算3 个圆的中心。
措施: 更改进行中心计算的圆。
130-> 原因: 尽管指定了斜面对准,但是未指定PX1 或PY1。
措施: 指定PX1 或PY1。
131-> 原因: 尽管指定了斜面对准,但只有PX1 或PY1 指令,未指定PX2 或PY2。
措施: 指定PX2 或PY2。
132-> 原因: 尽管指定了斜面对准,但是同时指定了PX1、PX2、PY1 和PY2 指令。
措施: 从指令中删除PX2 或PY2。
133-> 原因: 尽管指定了斜面对准,但是PX1 指令值与PX2 指令值相同。
措施: 将PX1 的值设为与PX2 不同的值。
134-> 原因: 尽管指定了斜面对准,但是PY1 指令值与PY2 指令值相同。
措施: 将PY1 的值设为与PY2 不同的值。
135-> 原因: 尽管指定了斜面对准,但是有的指令值处于起点的负(-) 向。
措施: PX1、PX2、PY1 和PY2 均须处于起点的正(+) 向。
2306 无人化 孔径误差大
在ID 和OD 自动测量循环中设定直径和检测结果之间的差超出允许极限。如果; | 设定直径- 测量的直径| > 允许极限报警发生
[ 索引]
无
[ 字符串]
无
[ 代码]
2
[ 可能的故障位置]
切削故障
假定的直径与公差( 允许极限)
程序举例:
调入OO10 PMOD=7 PDI=100 PEE=0.01 ; ID 检测循环
[ 相关规格]
自动测量
2307 无人化 偏心
在ID/OD 测量循环和X/Y/Z 端面测量循环中设定值和量程结果之差超出允许极限。如果; | 设定值- 测量值| > 允许极限报警发生
[ 索引]
无
[ 字符串]
无
[ 代码]
3
[ 可能的故障位置]
切削故障
假定的直径与公差( 允许极限)
程序举例:
CALL OO10 PMOD=1 PEI=0 PEE=0.01
[ 相关规格]
自动测量
2308 无人化 指令遗漏
在自动子程序(MSB) 中,要被指定的变量未被指定,或已指定变量不正确。
1) 调入 OO10
要指定的变量[ 设定数据]
PMOD ;自动测量模式[1, 2, 3, 6, 7, 8, 9, 14, 15]
PDI ;假定的直径
(ID, OD 检测,接触探头半径补偿)
PEI ;假定的端面位置
(X/Y/Z 端面位置,接触探头长度偏置)
2) 调入 OO20
PHN ;工件坐标系号零设定被完成。
[1-( 工作数据坐标系)]
3) 在车削规格中指定CALL OO30 或OO40 时,
要传送的变量[ 可设定数据]
MU-4000
PAPD ;接近方向。以下项目未实现:
传感器原点设定[1、3、5、6],
第1 刀具长度/ 破损检测[5、6],和
第2 刀具长度/ 破损检测[1、3]。
PAP1 ;刀尖方向不为1、3。
MU-6300
PAPD ;接近方向。
传感器原点设定不为[1、3、4、5、6]。
第1 刀具长度/ 破损检测不为[5、6],
第2 刀具长度/ 破损检测不为[1、3、4]。
PAP1 ;刀尖方向不为1、3、4。
在所有其它情况下
PAPD ;接近方向。 以下项目未实现:
传感器原点设定[1、4、5、6],
第1 刀具长度/ 破损检测[5、6],和
第2 刀具长度/ 破损检测[1]。
4) 在车削规格中指定CALL OO30 或OO40 时,指定PAPD 时的刀具偏置号PH 值
超出范围。
5) 在TOOL-ID 规格中指定CALL OO30、OO95、OO96、OO97 或OO99 时,指定PH 指令或PD
指令。
6) 在多点测量功能中指定CALL 0030 时, PTNO( 刀片数) 的值不在1 至180 范围内。
[ 索引]
无
[ 字符串]
无
[ 代码]
4
[ 可能的故障位置]
在自动检测循环执行中( 调0010)
在执行自动零偏置过程中( 调0020)
程序举例:
CALL OO20 由于未指定PMOD,导致发生报警。
M2
在车削规格(MU-500VA-L) 中指定CALL OO30 或OO40 时:
程序示例:
CALL OO40 VFST=#81H PAPD=5 PLI1=40 PLI2=45 PH=1002
在第2 刀具长度测量的PAPD 中指定“1” 以外的值
会触发报警。
CALL OO30 VFST=#81H PAPD=5 PLI1=40 PLI2=45 PH=10001
指定PAPD 时,在偏置号PH 中指定“10001” 会触发报警。
在TOOL-ID 规格中指定CALL OO30、OO95、OO96、OO97 或OO99 时:
程序示例:
CALL OO30 PH=3
TOOL-ID 规格时,除非PH 和PD 为空,否则可能会触发报警。
[ 采取的措施]
修正程序。
2309 无人化 刀具折损
在自动刀具损坏检测循环(MSB) 时,如果以下任一项被检测到,报警将发生:
a) 刀具无法触及接触传感器。
b) 刀具偏置值和测量值之间的差超过允许的极限值。

如果…,发生刀具断裂报警:
裂口判断值小于切削用进刀量( 忽略:0.1 毫米)
[ 索引]
无
[ 字符串]
无
[ 代码]
5
[ 可能的故障位置]
刀具已断裂。
未设定刀具偏置数据。
刀具断裂判断值(PLE1) 不正确。
程序示例:
CALL OO30 VFST=0
[ 采取的措施]
选择一备用刀具或更换一新刀具,以继续切削过程。
在自动刀具偏置循环中设定刀具偏置数据。
2310 无人化 原点补偿失败
MC937008R0700601940001
在零点偏置循环 (OO20) 的执行中,没有零点偏置数据。
如果在调用子程序OO20 之前就已经执行了一个自动测量循环,那么就应该是已经在系统变量VS913、VS914 和VS915 处对测
量循环的结果进行了设定。
如果VS913、VS914 和VS915 处的数据等于零或为空白,那么控制就会判定未曾进行自动测量循环而发生报警。
由于控制复位操作清除了系统变量VS913、VS914 和VS915 的内容,所以即使在复位控制之后执行了CALL OO20,仍会发生
报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
6
[ 可能的故障位置]
试图在一个校准循环未进行的轴上进行偏移零点设定。
在调用OO20 指令执行前未对自动检测循环(CALL OO10) 进行处理。
当执行一个自动检测循环后,控制复位,并且操作通过使用序列重启功能从调用0020 指令中恢复。
程序示例:
CALL OO10 PMOD=1 PEI=0 ; X 端面测量循环
CALL OO20 PY=0 ; Y 轴零点偏置
( 在此情况下出现报警。)
[ 采取的措施]
如果部分程序是错误的,修正错误并从自动检测循环开始( 调用0010)。
[ 相关规格]
自动零点偏置
2311 无人化 无子程序规格
1) 虽然控制没有自动测量的规格,却执行CALL 0010 指令。
2) 虽然控制没有自动零偏置的规格,却仍执行CALL 0020 指令。
3) 虽然控制没有自动刀具半径补偿的功能,却仍执行CALL 0030( 自动刀具半径补偿循环) 指令。
4) 虽然控制没有自动刀具断裂检测的功能,但执行CALL 0030( 自动刀具断裂检测过程) 指令。
5) 指定了刀片加工机床自动刀具长度测量功能的规格中不存在的直径测量、
连续长径测量、水平刀具测量指定,垂直主轴径向原点设定、
水平主轴纵向原点设定或水平主轴径向原点设定。
[ 索引]
无
[ 字符串]
无
[ 代码]
7
[ 可能的故障位置]
VFST 设定的错误
PAXI 设定错误
子程序号设定
程序举例:
CALL OO30 VFST=0
当控制未指定自动刀具破损检测规格却出现了自动刀具破损检测循环调用时,将产生一个报警。
CALL OO30 VFST=#02H 或#04H 或#40H
执行了刀片加工机床自动刀具长度测量功能的规格中不存在的
测量时,发生报警。
CALL OO30 PAXI=#10H 或#20H 或#40H
指定了刀片加工机床自动刀具长度测量功能的规格中不存在的
原点设定时,发生报警。
2312 无人化 心距误差大
在自动测量子程序中(MSB),假定值和两个中心点的计算结果之差和它们之间的距离超出允许极限。
如果…将产生一个报警;
|P*CI – P*CM| > P*CE
|P*LI – P*LM| > P*LE

* : X, Y, Z
P*LIL : 假定的距离
P*LM : 计算的距离
P*LE : 中心位置的容许错误极限
P*CI : 中心位置的假定值
P*CM : 中心位置的计算值
P*CE : 中心位置的允许错误极限
或,在自动测量子程序 (MSB) 中计算3 个圆的中心和直径时,估计值与计算结果之间的差值超出了允许范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
8
[ 可能的故障位置]
切削故障
假定的直径与公差( 允许极限)
程序举例:
CALL OO10 PMOD=14 PXCE=0.01 PXLI=0.01
[ 相关规格]
自动测量功能
2313 区域加工 无循环轴指令
在区域加工指令中,没有循环轴,或用循环轴指定其平行轴。
示例 :
1) 在XY 平面上未指定Z 轴或W 轴(NC 轴)。
2) 在XY 平面上指定Z 轴和W 轴(NC 轴)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
用于区域加工的循环轴指令
程序示例:
1)FMILR X100. Y100. I100. J200. Q50. R0. D10. F200
2)FMILF X100. Y100. Z-100. I500. J300. Q60. R-50. W100.
D10. F200
[ 采取的措施]
指定Z 轴( 循环轴)。
Z- 或W 轴均删除。
2314 区域加工 刀具径= 0
下列指令给定在区域加工指令之中。
MC937008R0700601970001
1) 指定D 数的偏置值为零(0)。
2) 当指定D 数的偏置值加倍,并乘以P( 切削宽度比) 后,计算结果小于1 微米。
刀具半径补偿数据2 * P/100 < 1
当Q 指令圆弧铣模式指定时,不会发生报警。
3) 进给量的计算结果为零(0)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1->D 指令内容为零(0)。
2-> 如上2) 所述的故障
3-> 如上3) 所述的故障
[ 可能的故障位置]
错误的P 指令
在刀具半径补偿数据上的设定错误
[ 采取的措施]
检查规格的D 数。
检查偏置值是否设定。
检查P 值是否正确。
2315 区域加工 区域指令
指定出不能指定的加工区域。
1) 在转换为微米时,用于启动点的I 或J 指令的附加结果未在下列范围之内。
-99999999 < I ( 或 J) < +99999999
2) 当在RMILI 中删去一Q 指令时,下列不等式成立:
( 刀具半径补偿值+K+5 毫米)*2=> 短边长度
3) 在PMIL 和PMILR 中,将会满足下列不等式:
PMIL 的较短的边长-(1 毫米+ 精加工余量+ 刀具半径)*2>5 毫米
PMILR 的较短的边长-( 精加工余量+ 刀具半径)*2>5 毫米
4) 当在RMILI 中删去一Q 指令时,下列不等式成立:
( 刀具半径补偿值+Q+5mm)*2 短边长度
[ 索引]
无
[ 字符串]
无
[ 代码]
在上述1) 号时:
计算结果( 十六进制数)
在上述3) 号时:
(1 毫米+ 精加工余量+ 刀具半径)*2 或( 切削余量+ 刀具半径)*2( 十六进制数)
在上述4) 号时:
( 刀具半径补偿值+Q+5 毫米)*2( 十六进制数)
[ 可能的故障位置]
区域加工指令
程序举例:
G00 X0 Y0 Z100 D1=20 毫米
RMILI X100 Y50 Z10 I100 J50 K5 R20 F400 D1
刀具半径补偿或K 值太大( 精加工余量)
[ 采取的措施]
修正程序。
2316 区域加工 无R 指令
在区域加工指令中未指定R 点。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在区域加工模式下的R 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K5 Q10 F400 D1
无R 指令
[ 采取的措施]
指定一个R 指令。
2317 区域加工 R 点平面和精加工面
指定R 点位置与精加工表面指定的位置相同。( 循环轴指令)
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
在区域加工模式下的R 指令或表面精加工指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K5 Q10 R10 F400 D1
: ^^^ ^^^ 指定不同水平面。
[ 采取的措施]
修正R 指令以及旋转轴指令。
2318 区域加工 圆弧插补方式
当圆弧插补有效时指定区域加工指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在区域加工程序段前不能指定圆弧插补取消指令。
程序示例:
G0 X0 Y0 Z100
G2 X10 Y10 R20 F400 取消G02 模式。
PMIL X100 Y50 Z10 I100 J50 K5 Q10 R20 D1
[ 采取的措施]
在调用区域加工模式之前选择G00 或G01 模式。
2319 区域加工 精加工余量过多
1) 在区域加工中的圆弧铣指令中机械加工余量(Q) 等于或小于精加工余量(K)。
Q K
2) 精加工余量(K) 等于或大于R 点和精加工表面之间的距离。
|R 点位- 精加工余量*| 精加工余量
* 循环轴指令
[ 索引]
无
[ 字符串]
无
[ 代码]
精加工余量(K)( 十六进制)
[ 可能的故障位置]
K, Q, R 或循环轴指令
程序示例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K10 Q10 R20 F400 D1
Q 应大于K。(Q>K)
[ 采取的措施]
修正K, Q, R 和/ 或循环轴指令。
2320 B 方式 缓冲溢出
在操作模式B 调用子程序过程中设定变量,当设定区域变量的字符串超过2048 时,将发生报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
在指定变量范围内字符串的长度
程序举例:
CALL O*** LA01=100 LA99=900
大于2048
[ 采取的措施]
在可变的指定范围检查字符串的长度。
2321 数据字 AG
在指定一个角度指令(AC) 时, 在平面上的两轴一起被指定,或一个轴也没有被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 水平轴和垂直轴要么都指定要么都未指定。
2-> 当执行一个角度指令时的计算错误。
3-> 车削循环中,指定角度指令(AG 指令)。
[ 可能的故障位置]
轴指令( 双轴都指定,或都不指定)
程序举例:
G0 X0 Y0
G0 X200 Y200 AG=45
由于指定了两个轴,所以产生一个报警。
[ 采取的措施]
用角度指令(AG 指令) 来指定平面上两个轴中的任一轴。
2322 轴指令
在三维偏置启动时,指定了错误的轴指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
200-> 在三维偏置模式下同时指定第1 个轴及其平行轴。
300-> 在三维偏置模式下同时指定第2 个轴及其平行轴。
400-> 在三维偏置的模式下,同时设定第3 个轴及其平行轴。
[ 可能的故障位置]
在三维偏置启动程序段中的轴指令
程序示例:
G44 X100 Y100 Z0 U200 I1 J1 K1 D10 F100
^^^^ ^^^^ 在同一程序段中指定互相平行的轴
[ 采取的措施]
检查程序。
2323 区域加工 F
作为区域加工操作的进给率指令,值F 在FB 省略时为零(0)。
[ 索引]
无
[ 字符串]
无
[ 代码]
4-> 不能从值F 计算值FB。(FB 故障为值F 的25%)
[ 可能的故障位置]
F 指令
程序举例:
PMIL X10 Y10 Z10 I100 J100 K1 Q5 R20 F0 D1 WRITE
由于F 值为零(0),所以产生一个报警。
[ 采取的措施]
指定一个不等于零(0) 的F 值,或指定FB 值。
2324 区域加工 D
在区域加工指令中,一个D 指令被省略,或当指定规格选用时, D 代码不适用。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 无D 指令
2->D 指令不在规格之内
刀具数[ 可编程的范围]
100[1 – 100]
200[1 – 200]
300[1 – 300]
[ 可能的故障位置]
在区域加工模式中的D 指令
程序举例:
PMIL X10 Y10 Z10 I100 J100 K1 Q5 R20 F400 WRITE
由于D 指令未被指定所以产生一个报警。
[ 采取的措施]
修正D 指令值。
2325 区域加工 I
在区域加工指令中,没有指定I 指令或指定的值是零(0)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在区域加工模式中的I 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 J50 K5 Q10 R20 F400 D1
:
由于I 指令未被指定所以产生一个报警。
[ 采取的措施]
修正I 指令值。
2326 区域加工 J
在区域加工指令中,没有指定I 指令或指定的值是零(0)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在区域加工模式中的J 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 K5 Q10 R20 F400 D1
由于J 指令未被指定所以产生一个报警。
[ 采取的措施]
修正J 指令值。
2327 区域加工 K
指定错误的K 指令( 精加工余量): 在转换为微单位值之后,成为一个负值或一个超过99999999 的值。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在区域加工模式中的K 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K-5 Q10 R20 F400 D1
^^^
K 指令必须是0 和99999.999 范围内的值。
[ 采取的措施]
修正K 指令值。
2328 区域加工 P
要对区域加工指定一个1 到100 以外的外部指令值。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在区域加工模式中的P 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K5 Q10 P200 R20 F400 D1
P 指令必需是位于1 到100 之内的一个值。
[ 采取的措施]
P 指令必需是位于1 到100 之内的一个值。
2329 区域加工 Q
指定错误的Q 指令( 切削深度): 在转换为微米单位值之后,成为一个负值或一个超过99999999 的值。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在区域加工模式下的Q 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 I100 J50 Z10 K5 Q-5 R20 F400 D1
Q 指令必需是介于0 与99999.999 之间的某个值。
[ 采取的措施]
修正Q 指令值。
2330 区域加工 R
在区域加工模式中,一个R 指令的值超出-99999999 到+99999999 的范围。
[ 索引]
无
[ 字符串]
无
[ 代码]
十六进制的指令值
[ 可能的故障位置]
在区域加工模式下的R 指令
程序举例:
G0 X0 Y0 Z100
PMIL X100 Y50 I100 J50 Z10 K5 Q10 R99999.999
F400 D01
:
[ 采取的措施]
修正R 指令值。
2331 区域加工 平面指令
在一个不是G17(XY 平面) 的平面上给定区域加工指令,
尽管固定循环( 包括区域加工) 的循环轴由在NC 任选参数( 位)17 号位0 处的设定固定在Z 轴处。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
指定区域加工的平面
在NC 任选参数( 位)17 号位0 上的设定错误。
程序举例:
G18 X0 Y0 Z100
PMIL X100 Y50 I100 J50 Z10 K5 Q10 R20 F400 D1
NC 任选参数( 位)17 号位0=1
[ 采取的措施]
选择G17 (XY) 平面,或在NC 任选参数( 位)17 号位0 上设定”0″ 。
2332 区域加工 方式
在固定循环、刀具半径补偿、三维刀具补偿、刀具侧补偿或刀尖补偿模式下,调用区域加工模式。
[ 索引]
无
[ 字符串]
无
[ 代码]
1:在固定循环模式中
2:在刀尖半径补偿/ 刀具侧补偿模式中
3:在三维刀具补偿模式中
7:车削模式中
B: 刀尖补偿模式中
[ 可能的故障位置]
在调用区域加工模式之前,不取消上述模式。
程序举例:
G0 X0 Y0 Z100
G41 X50
PMIL X100 Y50 Z10 I100 J50 K5 Q10 R20 F400 D01
[ 采取的措施]
在调用该区域加工模式之前,先取消上述所指出的模式。
2333 数据字 分度轴指令
其它线性轴在G01 模式下时,指定单独指令的分度轴( 分度工作台) 指令或旋转轴指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
6
[ 可能的故障位置]
程序错误
程序举例:
G01 X100 B100 F1000
[ 采取的措施]
修正程序。
2334 没有刀具指令
1. 关于ATC,发出M06 ( 垂直换刀)、M77 ( 水平换刀) 或M177 ( 角附件更换) 指令而没有发出T 指令 ( 刀号指令)。
2. 关于落地式、转台式或立柱式AAC,发出了M170 ( 落地式AAC 附件更换)、
M171 ( 转台式AAC 附件更换) 或M173 ( 立柱式AAC 附件更换) 而没有发出T 指令 ( 刀号指令)。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
检查程序。
2335 程序非法指令 T 代码
指定的T 代码号大于最大号。最大刀号 = ATC 刀数+ 附件数* 对于没有ATC 或AAC 的机床,刀具数等于 “0”。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 采取的措施]
检查程序。
检查机床规格和T 指令是否匹配。
2336 错误T 指令
T 指令的使用方法错误
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 指定的T 号与当前的刀具号相同。
2-> 指定T 指令2 次。
3-> 非ATC 起动位置上指定T 指令。
4-> 在执行一个ATC 循环时指定T00。
5-> 非ATC 起动位置上指定T00。
10-> ATC 随机存储下一刀具有时指定刀套指令。
11-> ATC 随机存储一个大于最大刀套数的指令值被指定。
12-> ATC 随机存储指定大径刀具不能返回的刀套号
13-> 指定为T 指令的刀具号在刀套/ 刀具对应表中的多个位置注册。
14-> 指定为T 指令的刀具号未在刀套/ 刀具对应表中注册。
15-> ATC 随机存储一个大径刀具不能通过指定M06 返回至刀套。
16-> ATC 随机存储当前刀具已在刀库中。
17-> ATC 随机存储在分度刀套中有一个刀具。
18-> 对于简单的5 面加工,刀具附件对应表包括未注册的附件刀具号。
19-> 对于简单的5 面加工,刀具附件对应表包括未注册的附件数据。
20-> 对于简单的5 面加工,指定的附件数据未经注册。
AAC ( 落地式):
21-> 指定和当前的AAC AT 号相同的T 指令。
22->AAC 的T 指令被设定两次。( 当AAC 下一工序不为0 时指定T 指令。)
23-> 在非AAC 开始位置(AAC 操作顺序号为”1″),指定一个T 指令。
24-> 指定了不能同时更换附件的T 指令。
用B/C 轴更换B/C 轴,或用旋转头型AT 更换B/C 轴。
AAC ( 转台式):
31-> 指定和当前的AAC AT 号相同的T 指令。
32->AAC 的T 指令被设定两次。( 当AAC 下一工序不为0 时指定T 指令。)
33-> 在非AAC 开始位置(AAC 操作顺序号为”1″),指定一个T 指令。
AAC ( 立柱式):
41-> 指定和当前的AAC AT 号相同的T 指令。
42-> AAC 的T 指令被设定两次。( 当AAC 下一工序不为0 时指定T 指令。)
43-> 在非AAC 开始位置(AAC 操作顺序号为”1″),指定一个T 指令。
ATC:
51-> TN 指令的刀具号已经在刀套/ 刀具对应表中注册。
60-> 当前刀具类型为重型刀具时指定了下一刀具。
或存在当前刀具且刀具类型为重型刀具时指定了指令。
61-> 未执行单一操作功能指定的刀具号的刀具插入。
62-> 该版本不支持TN 指令。
[ 采取的措施]
参考指明的代码表检查程序。
为代码61:在刀套中插入刀具时。
2337 程序BatDirect: G491
G491 指令中存在错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: G491 指令未指定旋转轴。
2: G491 指令指定了2 个或多个旋转轴。
3: G491 指令指定的旋转轴无法同时旋转。
4: G491 指令指定的旋转轴转数超出范围。
5: G491 指令的J 指令超出范围。
6: G491 指令的E 指令超出范围。
7: G491 指令中没有V 指令。
8: G491 指令的V 指令超出范围。
9: G491 指令中没有L 指令。
10: G491 指令的L 指令超出范围。
11: 在滚铣加工模式时指定了使加工无效的指令。
12: 未指定刀具回退循环。
13: 子程序未注册。
14: 子程序不是以RTI 指令结尾的。
15: G491 指令中未指定I 指令。
16: G491 指令的I 指令超出范围。
17: G491 指令的HA 指令超出范围。
18: G491 指令中未指定MN 指令。
19: G491 指令的MN 指令超出范围。
20: G491 指令中未指定F 指令。
21: G491 指令的F 指令超出范围。
[ 可能的故障位置]
NC 程序错误
2338 滚削模式条件
在无法与滚铣加工模式同时使用的模式中指定了滚铣加工模式ON 指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 执行刀具相关补偿
2: 固定循环模式中
3: 执行刀尖间歇控制
4: 执行刀具轴方向刀具长度补偿
5. 执行刀具槽加工
6. 执行车削加工
7: 执行主轴轨迹控制
8: 车削模式中
9: 忽略F、S 代码
10: 几何误差补偿基准点补偿模式中
11: 执行圆柱侧面加工
12: 局部坐标系有效
13: 放大/ 缩小图形
14: 复制功能有效
15: 陷波滤波器自调谐功能ON
20: 圆工作台轴手动位移量( 总量) 不为0。
21: STM 锁定有效
22: 镜像有效
23: 刀具回退循环中
[ 可能的故障位置]
参数设定错误
NC 程序错误
圆工作台轴手动位移量不为0。
2339 不确定的S 值
执行滚铣加工时转速指令非法。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 无法找到主轴伺服数据。
2: 无法找到圆工作台轴伺服数据。
3: 无法找到与主轴转速匹配的伺服数据。
4: 无法找到与圆工作台轴转速匹配的伺服数据。
[ 可能的故障位置]
NC 程序错误
伺服数据文件错误
2340 Hob cutting mode : code command
指定了不可指定的代码。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 单向定位 (G60)
2: NURBS 曲线插补 (G132)
3: 三维圆弧 (G172/G173)
4: 固定循环 (G73/G74/G76/G81-G87/G89/G178/G179/G198/G199/G281/G272-G274/G282-G284)
5: 跳步进给 (G31)
6: 螺纹切削非固定循环 (G33)
7: 坐标计算 (G203-G211)
8: 区域加工 (G230-G235)
9: 车削模式ON (G431/M531)
10: 忽略F、S 代码 (G177)
11: 刀尖刀具长度补偿模式ON (G169)
12: 刀具轴方向刀具长度补偿模式ON (G171)
13: 刀槽加工ON (G142)
14: 主轴轨迹控制ON (G155)
15: 车削ON (G149)
16: 几何误差补偿基准点补偿模式ON (G453)
17: 刀片加工机床A 轴单动/ 互锁模式 (G454/G455)
18: C 轴识别功能ON (G429)
19: 重量参数自动设定功能ON (G448/G449)
20: 圆柱侧面加工功能ON (G175)
21: 坐标平行/ 旋转移动 (G11)
22: 复制功能 (G236)
23: 可编程镜像ON (G62)
24: 陷波滤波器自调谐功能ON (G463)
25: 原点位置移动 (G30)
26: 空运行有效 (M139)
[ 可能的故障位置]
NC 程序错误
2341 滚削模式: 圆工作台轴
滚铣加工模式下圆工作台轴无法移动。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
NC 程序错误
2342 非法主轴操作
滚铣加工模式下指定的主轴旋转指令出现错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 滚铣加工模式OFF 时指定了主轴正转/ 反转指令。
2: 无S 指令。
3: 执行主轴正转/ 反转指令时指定了主轴正转/ 反转
指令。
4: 滚铣加工模式下指定了使加工无效的指令。
[ 可能的故障位置]
NC 程序错误
2343 非法监视轴操作
滚铣加工模式下,指定监视轴指令时,
为P 指令值的自变量指定了0 或1 以外的值。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 滚铣加工模式OFF 时指定了监视轴指令。
2: 通过监视轴指令指定了0 或1 以外的值。
3: 滚铣加工模式下指定了使加工无效的指令。
[ 可能的故障位置]
将0 或1 指定为P 指令值的自变量。
2344 机床状态的日志中发生异常
无法通过日志功能将日志数据输出至日志文件。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 无法写入跟踪数据文件。
2: 数据管理功能停止。
[ 可能的故障位置]
1: 内存不足或文件访问权限错误
2: 外部应用程序错误
[ 相关规格]
日志功能
2345 不可用: PCMT
打印语句错误
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 指定了局部变量、公用变量和字符串以外的值。
[ 可能的故障位置]
1: 对于PCMT,指定了局部变量、公用变量和字符串以外的值。
程序示例:
1: PCMT “XXXX” Y
Y 不适用于局部变量和公用变量。
[ 采取的措施]
1: 删除非指定的字符串。
2346 通过监视功能检测到加工错误
通过加工监视功能在监视区域检测到错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
XX: 监视号
YY: 检测到错误的监视范围
11: 第1 上限
12: 第2 上限
21: 第1 下限
22: 第2 下限
AABB: 监视目标类型
AA=01: 相关机床操作
BB: 监视目标
01: 主轴负载
02: 车削主轴负载
03: X 轴负载
04: Y 轴负载
05: Z 轴负载
06: A 轴负载
07: B 轴负载
08: C 轴负载
09: 振动
0A: 主轴转速
0B: 车削主轴转速
AA=02: 追加通道
BB: 追加通道号
[ 可能的故障位置]
硬件故障
错误的设定值
[ 采取的措施]
检查机床状态。
再检查上限值和下限值。
2347 数据字: ‘TM’
TM 指令不合适
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 通过G476 指定的TM 指令值不是1 到5999999。
[ 可能的故障位置]
1: G476 指令程序段的TM 指令。
[ 采取的措施]
1: 通过G476 指令指定一个合适的TM 指令。
2348 不能使用 打印字符串
打印语句中,引号 (“”) 后写入的字符数超过159 个。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
PRINT 语句
程序举例:
PRINT “ABCDEF…”
^^^^^^^^ 如果指定多于160 个字符,就会发生报警。
[ 采取的措施]
修正程序。
[ 相关规格]
打印功能
2349 Monitoring function occured error
加工监视功能监视失败。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 按基准值进行监视的标准波形文件读取失败。
[ 可能的故障位置]
1: 检查标准波形文件。
重新进行自动设定。
2350 Machine diagnostics adjustment impossible
机床诊断操作无效。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 执行机床诊断期间按了暂停按钮。
2: 执行机床诊断期间发生报警。
[ 采取的措施]
1: 不在执行机床诊断期间实施暂停。
2: 执行机床诊断期间不允许发生报警。
2351 Spindle diagnostic time over
空转执行时间超出了指定的空转时间。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
2352 There is a problem with the free-run command
空转指令有问题。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 未在M696 指令所在的同一程序段中指定FRS 指令。
2: 指定M696 指令时,未指定FRS 指令。
2353 Data word: ‘KM’
KM 指令不合适。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的KM 值的十六进制数
[ 可能的故障位置]
在G131 指令 (Super-NURBS 控制模式ON) 程序段中, KM 指令 ( 多程序段平滑) 的值超出了范围。
[ 采取的措施]
参考操作手册,在G131 指令程序段中指定适合的” 多程序段平滑” 值。
2354 主轴分度位置偏离
主轴从定向位置上偏置15(- 度) 或更多。
在PLC 技术规范中该定向停转的主轴超过任选参数长字20 号设定的定向位置。
实际和定位主轴位置之间的差十六进制(PLC 规格)
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在主轴定向后用手转动主轴。
主轴驱动装置故障
脉冲发生器故障
有缺陷的ECP 板
2355 刀具直径扩大螺线管
2356 Data word: ‘KE’
KE 指令不合适。
[ 索引]
无
[ 字符串]
无
[ 代码]
指令KE 值的十六进制数
[ 可能的故障位置]
在G131 指令 (Super-NURBS 控制模式ON) 程序段中, KE 指令 ( 最大补偿: 线性轴) 的值超出了范围。
[ 采取的措施]
参考操作手册,向G131 指令程序段提供适合的” 最大补偿: 线性轴” 值。
2357 Data word: ‘KR’
KR 指令不合适。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的KR 值的十六进制数
[ 可能的故障位置]
在G131 指令 (Super-NURBS 控制模式ON) 程序段中, KR 指令 ( 最大补偿: 旋转轴) 的值超出了范围。
[ 采取的措施]
参考操作手册,向G131 指令程序段提供适合的” 最大补偿: 旋转轴” 值。
2358 刀具管理号0
对备用刀具选择功能或刀具寿命管理功能,有效刀具的管理号为零(0)。
[ 索引]
无
[ 字符串]
无
[ 代码]
刀库号( 十六进制的)
[ 可能的故障位置]
P200M/MA:未在刀具管理表中设定数据。
P300S/M:未在刀具数据设定画面的刀具寿命表单中设定数据。
[ 采取的措施]
P200M/MA:设定刀套/ 刀具兼容性表。
P300S/M:在刀具数据设定画面的MG 信息表单中设定刀套/ 刀具兼容性表。
2359 数据字 旋转轴指令
错误的旋转轴指令
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 在下列模式中或用建立它们的G 代码同时编程的圆工作台或分度工作台指令。
– 圆弧插补摸式(GO2, GO3)[ 仅用于分度工作台]
– 刀具长度补偿模式(G54-G59)
– 刀具半径补偿模式(G41, G42)
– 三维补偿模式(G44)
– 图形放大或缩小模式(G51)
– 坐标计算模式
– 区域加工模式
注 : 在圆柱侧面加工模式中(G175),只有当刀具长度补偿指令或三维刀具补偿指令被指定时才发生此报警。
刀具侧补偿模式(G45, G46) 的圆弧插补模式(G02, G03) 下,指定圆工作台或多旋转轴指令时发生报警。
2: 在下列模式中或用建立它们的G 代码同时编程的分度工作台指令。
– 跳步功能(G31)
– 局部坐标系规格模式(G11)
– 在拷贝中
– 工件坐标系规格指令(G92)
3: 在G01 模式中,与其它轴同时编程的分度轴指令。
4: 已被重新移动的圆工作台的旋转轴指令。
5: 双圆工作台规格被选择时, 指定外部轴指令,或者指令用于内部轴时, 2 个轴被设定为外部轴。
6: 通过圆弧指令指定旋转轴单独指令。
7: 在刀具半径补偿期间同时指定旋转轴和线性轴的移动指令。
[ 可能的故障位置]
在指定旋转轴指令时, G 代码错误。
[ 采取的措施]
检查错误情况然后指定正确指令。
2360 Retreat instruction missing
回退指令 (G456、G457) 不合适。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 回退距离的指令值超出了范围。
2: 未指定G457 后面的回退轴 (EX、EY、EZ)。
3: 在G457 后面发现两个或以上的回退轴 (EX、EY、EZ)。
4: 在G457 指令ON 状态下指定了G457。
5: 指定的回退轴不是用于回退的轴。
6: 为SPN 指令设定的值不是0 或1。
[ 采取的措施]
更正G457 指令。
2361 Retreat is invalid
在无效回退操作期间请求了回退。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
2362 Retreating finished
回退操作被终止。
[ 索引]
无
[ 字符串]
无
[ 代码]
无
2363 区域加工 M52 指令
当循环轴不是Z 轴时,指定M52。
[ 索引]
无
[ 字符串]
无
[ 代码]
52: 指示M52 指令是原因所在。
939: 指示M939 指令是原因所在。
[ 可能的故障位置]
未正确指定区域加工的轴指令、M52 或M939 指令。
程序示例:
G18 X0 Y0 Z100
PMIL X100 Y50 Z10 I100 J50 K5 Q10 R20 F400 D01 M52
:
[ 采取的措施]
M52 或M939 指令被取消,或循环轴被设为Z 轴 (X-Y 平面)。
2364 不能使用 地址字符
在单程序段中只能被定义一次的地址参数被定义了不只一次。这些地址参数包括F, C, B, A, X, Y, Z, U, V, 和W。
[ 索引]
无
[ 字符串]
无
[ 代码]
1
[ 可能的故障位置]
错误程序
程序示例:
G00 X0 Y0 X100
[ 采取的措施]
修正程序。
2365 数据字 RS
多点主轴定位功能被指定了一个超出0(- 度) – 359(- 度) 范围的角度指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
RS 指令值( 十六进制的)
[ 可能的故障位置]
错误RS 指令
程序示例RS=360 M19 WRITE
[ 采取的措施]
修正RS 指令值( 到0-359- 度内)。
2366 APA 读入错误
从位置编码器读取的最大数字是错的。
[ 字符串]
MG-> 刀库
CA-> 托架
W-> 横导轨
APC-> 多托盘PME 型APC
[ 代码]
从位置编码器读取的最大数字数据( 十六进制的)
[ 可能的故障位置]
异常位置编码器
ECP 板
2368 ATC 油压电机 过载
断开用于ATC 液压电动机的过载继电器。
(1) MCV-A (24- 刀具 ATC)
OL5 断开。
[ 可能的故障位置]
ATC 持续运行已达30 分钟以上( 电机额定为30 分钟)。
有缺陷的ATC 液压电机
2369 主轴逆转指令
对AC 主轴电动机规格型号,在更改主轴传速范围后,指定主轴反转指令。
程序举例:
NOOOS10
NOOOM04 <- 报警
[ 采取的措施]
当一个新的主轴速度指令被指定或者换刀循环完成之后,有必要在主轴反向旋转之前进行正向旋转。
2371 主轴头旋转位置补偿
指定的旋转头分度方向与补偿指令方向不匹配。( 每个方向的相差为90- 度。)
[ 索引]
无
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
当前旋转头的方向与指令补偿方向有90- 度的相差。
程序举例:
M73( 旋转头前方向:X 轴方向)
G55 X100. Y50. D01 ( 在Y 轴方向刀具长度偏置)
[ 采取的措施]
指定旋转头位置补偿数据。
[ 相关规格]
摆动头分度补偿
2372 主轴定位超时
2373 主轴定位应答错误
2374 No pallete program
在托架线控模式中(PPC),在选择托架更换程序时,发生错误(O9999)。
[ 索引]
无
[ 字符串]
无
[ 代码]
1) X :
1-> 未选择自动运行模式。
2-> 指令缓冲区未空。
3-> 当通过PD0 任务读取主程序时,产生一个错误。
2)XYZZAABB :
X = 1 -> 自动选择报警
BB :
位0-> 未找到指定的调度程序。
位1-> 未找到指定的主程序。
位2-> 未找到指定的子程序。
位3-> 未找到指定的程序。
位4-> 未找到指定的子程序。
位5-> 在主程序结尾前未指定M02 或M03。
位6-> 未规定RTS 命令直到子程序结束。
位7-> 程序太大以致不能存储在程序缓冲区中。
AA :
位0-> 主程序中顺序名的数目超过31。
位1-> 顺序名超过6 个字符而且包括N。
位2-> CALL 语句未连接子程序名。
位3-> 一个顺序名应超过包括O 在内5 个字符。
位4-> G 或M 代码宏程序名未定义。
位5-> 要访问的子程序的数目超过63。
位6-> 此程序有超过156 个字符的程序段。
位7-> 主文件名与扩展文件名的总和已经超过20 个字符。
ZZ :
位0-> 用数字打头指定的主文件名和扩展文件名。
位1-> 用3 个以上的字母或用一个冒号指定的设施名或在设备名后省略冒号’:’。
位2-> 指定的程序名不从0 开始。
位3-> 指定的程序名包含非字母数字的字符。
位4-> 指定程序名超过5 个字符,包括0。
位5-> 指定的选项超过16 个。
位6-> 多容量文件的标志不包括主文件名的8 个字符在内。
位7-> 在执行调度程序中指定程序选择请求信号。
Y :
位0-> 在执行主程序中指定程序选择请求指令。
位1-> 在无效模式下试图进行的程序选择。
位2-> 多容量文件的系列号超过99。
位3-> 一个软驱被指定为一个设备名。
X=2-> 存储器故障
指定的文件名包含* 或?
[ 可能的故障位置]
托架更换程序(O9999) 未存于存储器内。
[ 采取的措施]
检查在存储器(MD1:)PPC*.MIN 文件里是否有程序(O9999)。
2375 无用户程序
在托架线控模式中(PPC),在加工程序选择时,发生错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
参照报警2374 号。
[ 可能的故障位置]
在磁泡存储器中未找到设定在PPC 的程序名。
[ 采取的措施]
在EDIT AUX. 模式运行下,使用OPERATION GUIDE 功能, 检查所选的程序号是否已在存储器 (MD1:) 内注册。
2376 无附加偏差
2383 拆卸轴移动
机床上配备有可拆装的回转台,在拆装该台时,指定回转台的轴。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
错误程序
[ 采取的措施]
检查程序。
2386 BDU
EC 轴驱动单元工作不正常,或EC 轴正常信号关闭。
(1) VR-40
a) 刀库
b) APC
(2) MDB-A, MCV-A, MDB-B, MCV-B, MCR, MCM
a) 横轨
(3) MCV-B, MCR, MCM
a) 刀库
b) 支架
(4) MCR-B
a) 横轨
b) 刀库
[ 字符串]
W-> 横轨
MG-> 刀库
CA-> 支架
[ 可能的故障位置]
有缺陷的无刷传动装置(BDU-D)
2387 BDU 准备好
在夹紧EC 轴时,伺服系统复位。
如果在预定时间内未复位伺服放大器,或复位状态被取消。报警将会发生( 使轴移动信号打开)。
(1) MDB-A, MCV-A, MDB-B, MCV-B, MCR, MCM
a) 横轨
(2) MCV-B, MCR, MCM
a) 刀库
(3) MCR-B
a) 横轨
b) 刀库
[ 字符串]
W-> 横轨
MG-> 刀库
APC-> 多托架PME 类型APC
[ 可能的故障位置]
有缺陷的无刷传动装置(BDU-D)
2388 数据字 E
E 指令错误
[ 索引]
无
[ 字符串]
无
[ 代码]
2-> 计算螺纹切削的进给率时,进给率转为负值。
其它-> 指定的E 指令值为十六进制的
[ 可能的故障位置]
可变螺距指令E 或进给率F 指令的值超出容许范围。即使此值位于范围之内,最后的进给率是一个负值。
或, G131 指令(Super-NURBS 控制模式打开) 程序段有E 指令( 加工余量值),其值位于设定范围之外。
或, G497 指令程序段中的E 指令值 ( 沿直径方向切削) 超出了范围。
[ 采取的措施]
适合于G131 指令程序段的加工余量值。
在下列范围内正确输入可变的螺距: -5000000 到5000000
代码:2 指定合理的可变螺距。
为G497 指令程序段指定适合的” 沿直径方向切削” 值。
2389 图形程序指令
当指定和诸如GRON, GROF, GRER, 或GRST 图像功能有关的特殊的G 代码时,在设定GRST 中的句法错误或错误。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 对于GRST,指定系数分类代码而不是地址字符。改正语法。
2-> 指定了地址字符而不是由GRST 所指定的那些字符。可用地址字符有X, Y, Z, I, J, K, P, Q 和H。
3-> 在含有必须指定在一个程序块而不得有其他指令的GRON、GROF 和GRER 的程序块中,指定了其他的指令。
4-> 对于GRST,地址字符X, Y 和Z 后面指定的具有X, Y 和Z 分量的图象零点设置值超出极限值。-9999.999mm 设置值
9999.999mm
5-> 对于GRST,地址字符X, Y 和Z 后面指定的具有X, Y 和Z 分量的绘图范围设置值超出极限值。4,000 mm 设置值
9,999.999 mm
6-> 对于GRST,在地址字符P 和Q 后面指定的视图方向和视角高度设置值超出极限值。0 方向设置值359 -89 视角高度设
置值89
7-> 对于GRST,地址字符H 后面指定的绘图平面数设置值超出极限值。0 设置值7
2390 跨卷运行时下一程序装入
在多容量操作中,下一个文件的负载(P-SELECT) 不成功。
[ 代码]
1)X :
1-> 没有选择自动模式。
2-> 指令缓冲区未空。
3-> 在PDO 任务中读取一个主程序时产生一个错误。
2)XYZZAABB :
X=1: 自动选择报警
BB :
位0-> 未指定调度程序文件
位1-> 未指定的主程序文件
位2-> 未指定子程序文件号
位3-> 未指定的主程序
位4-> 未指定的子程序
位5-> 直到主程序结束没有M02 或M03
位6-> 直到子程序结束没有RTS
位7-> 参量缓冲器不能登陆整个程序。
AA :
位0-> 主程序已经超过31 个顺序名。
位1-> 顺序名超过6 个字符而且包括N。
位2-> 紧随CALL 语句后未指定子程序名。
位3-> 一个顺序名应超过包括O 在内5 个字符。
位4-> G 和M 代码宏程序名未定义。
位5-> 被调用的子程序多于63 个。
位6-> 一个程序段包括超过156 个字符。
位7-> 主文件名及扩展名包含20 个以上的字符。
ZZ :
位0-> 主文件名及扩展名以数字符起始。
位1-> 一个设备名称包含3 个以上的字符或在一个设备名称后未指定冒号( : )。
位2-> 一个程序名未以”O” 开头。
位3-> 一个程序名称包含除字母以外字符。
位4-> 一个程序名包括”O” 有5 个以上的字符。
位5-> 用16 个以上的字符进行任选的指定。
位6-> 八个字符内未发现多卷文件ID。
位7-> 在执行调度程序时找到程序选择的请求。
Y :
位0-> 在执行主程序时找到程序选择的请求。
位1-> 试图在不被支持的模式中选择一个程序
位2-> 多卷文件的指令数超过99。
位3-> 一个软驱被指定为一个设备名。
X=2 :
存储器故障
在文件名中指定符号”*” 和”?”。
[ 可能的故障位置]
下次要装载的文件不在存储器内。
由于存储问题不能正确存取存储器。
[ 采取的措施]
检查是否要载入的文件登记在存储器内。
如果装载的文件寄存在存储器内,就用一个; M 指令选择文件(P-SELECT)。
当程序选择满足时,继续运行。
2391 BFR 任务程序装入
如果报警不是在BFR 任务程序选择上出错,报警发生。
(1) 存储器读取错误
(2) 访问不可访问的扇区。
以B, S,或M 模式操作时,读出已选用程序时出错。
[ 代码]
无 或 XXXXYYYY
XXXX : 出现错误的具体扇号
YYYY : 错误号( 错误列表号)
[ 可能的故障位置]
存储器读取错误
访问不可访问区
[ 采取的措施]
调用当前通过编辑操作选择的程序,并使用翻页键将程序前进至结尾。
如果在此操作期间出现错误,则表示存储器读取错误。
参考错误列表中相应编号的“ 采取的措施”。
2392 S, T, M 超时
如果发出S, T, M, RS 或RT 指令, PLC 就不能在NC 选项参数 ( 字) No.18 所设定的时间内作出响应。
只有选项参数 ( 位) No.15 的位5 接通时,才会发生该报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
位0: 辅助指令1 (RS) 而不是STM
位1: 辅助指令2 (RH) 而不是STM
位2: 辅助指令3 (RI) 而不是STM
位3: 辅助指令4 (RP) 而不是STM
位4: 辅助指令5 (RT) 而不是 STM
位5: 辅助指令6 (RM) 而不是 STM
位6: 辅助指令7 (WP) 而不是STM
位7: 辅助指令8 而不是 STM
位8: S
位9: T
位10: M
位11: TN
位12: SB
位13: 外部安装轴指令 ( 第4 轴)
位14: 外部安装轴指令 ( 第5 轴)
位15: 外部安装轴指令 ( 第6 轴)
与指令对应的位数据的十六进制2 字节不对应。( 存在2 个位同时接通的情况。)
[ 可能的故障位置]
不能顺利地完成指令S, T, M, RT 或RS 指令的操作。
在NC 任选的参数( 字)18 号上的设定太小。初始设定值为6 分钟。
程序举例:
例如,指令M06T3 发生报警,报警代码就是”600″。
[ 采取的措施]
在NC 任选参数( 字)18 号上设定6。
2393 到位监视超时
轴运动完成后,在预定时间内未确认定位状态( 设定在NC 任选参数( 字)19 号上)。
[ 索引]
轴
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
在定位宽度( 系统参数) 上的设定错误
在NC 任选参数( 字)19 号上的设定错误
伺服系统故障( 定位精度差)
[ 采取的措施]
重置定位宽度。
将NC 运行参数( 字)19 号的数据复位。
检查伺服系统。
2394 数据字 RH
附加角指令RH 的指令值在0 (- 度) 至359 (- 度) 以外,或指定一个未被技术说明支持的通讯
( 通常地,附加值是以5 (- 度), 15 (- 度) 或45 (- 度) 为单位分度指示)。
[ 索引]
无
[ 字符串]
无
[ 代码]
RH 指令值为十六进制的
[ 可能的故障位置]
错误程序
程序举例:
N000 RH=360 M94 WRITE
2395 用户专用代码
对用户任务2 的规格,在某程序中指定VDOUT [992] = **** 。
[ 索引]
无
[ 字符串]
无
[ 代码]
显示出在此指令右边指令和在指令格式VUACM [*] = ‘****’ 中指定的用户报警说明。
从0 到9999 的十位数允许”****”,并且显示去掉前面无用的零。除了那些上面表明的一个数以外,显示”FFFFFFFF”。
程序举例:
VUACM [1] = ‘ABC’ WRITE
VDOUT [992] = 1234 WRITE
-> 2395 报警B 用户专用代码1234 ABC
[ 相关规格]
用户任务2
2396 不能使用 输出变量号
一个与选定规格不能通用的输出变量被指定。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定输出变量数的十六进制数
8XXX: 指定在API 中使用的输出变量号。
XXX 为指定的输出变量号。
上述以外:未包含在输出变量规格中的输出变量号
[ 可能的故障位置]
输出变量数
程序举例VDOUT [**]
不能提供规格的数。
[ 采取的措施]
把输出的变量数变成一个被规格允许的数。
代码为8XXX 时,检查在API 中使用的输出变量号。
上述以外的情况下,检查输出变量号。
2397 不能使用 输入变量号
指定一个输入变量数与选定的指定无效。
[ 索引]
无
[ 字符串]
无
[ 代码]
指定的输入变量数的十六进制数
[ 可能的故障位置]
输入变量数
程序示例:
VDIN [**]
不能提供规格的数。
[ 采取的措施]
将输入的变量数更换至一个被规格所允许的数。
2398 冷却装置准备中
冷却装置的准备未完成。
[ 索引]
无
[ 字符串]
无
[ 代码]
1: 主轴的冷却装置准备未完成。
2: 车削主轴的冷却装置准备未完成。
2399 输出变量设定值非法
输出变量指令VDOUT[n] 的含义是设定了一个超出允许值( 字节数) 的指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
指令值指定( 十六进制的)
[ 可能的故障位置]
输出变量VDOUT [n]
程序示例:
VDOUT [1] = 2
报警 2
[ 采取的措施]
考虑下列各点。
n=1 – 16 ( 位数据)0, 1
n=17, 18 ( 位数据)0 – 255
n=20 ( 工件数据)0 – 65535
2400 程序非法指令 字符串
非法指定的字符串中的撇号
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 没有字符串
2-> 字符串包含16 个字符以上
3-> 在字符串内,发现LF。( 字符串中不允许有连续线)
[ 可能的故障位置]
省略符类型字符串
程序示例:
‘ 字符串’
[ 采取的措施]
正确指定字符串指令。
2401 程序非法指令 进制数
图像十六进制数据指令中十六进制字符串错误。
$ 十六进制数这种分类的被作为字符数据。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 无数据
在$ 符号后立即指定0-9, A-F 以外的代码。
2-> 多于8 个数位
[ 可能的故障位置]
图象十六进制数据的字符串
程序示例:
$ * D9
^ 报警码1
[ 采取的措施]
正确指定字符串指令。
2404 MSB 专用
这一报警给出生产厂家的子程序的检查结果。
[ 索引]
无
[ 字符串]
无
[ 代码]
参照有关制造商子程序的操作手册。
[ 采取的措施]
检查下列项目。
传送参数
NC 状态
设定的数据
2405 无图形规格
尽管已给控制提供了图像规格仍试图执行一个图像指令。
[ 索引]
TURRET
[ 字符串]
无
[ 代码]
无
[ 可能的故障位置]
错误程序
程序举例:
:
DEF WORK
PS LL, [0, 0], [100, 100], 4
END
:
[ 采取的措施]
删除图像指令。
[ 相关规格]
图像显示
2406 UGC 无程序结束代码
程序结束代码在用户的图像指令字符转换过程序中读出。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在转换用户图像指令执行说明
2-> 当跳过用户图像指令的注释行
[ 可能的故障位置]
零件程序中UGC 指令串中的一个错误
程序举例:
DEF WORK (UGC WORK)
PS LL, [0, 0], [100, 100], 4
:
结束
[ 采取的措施]
检查UGC 程序。
在样品程序中,在注解行上有错误。
修正程序:
DEF WORK (UGC WORK)
PS LL, [0, 0]
[100, 100], 4
:
END
2407 UGC DELETE 语句
非法指定的删除指令
[ 索引]
无
[ 字符串]
无
[ 代码]
用户图像内部代码
[ 可能的故障位置]
用户图形指令的DELETE 语句中所指定的字符串
程序举例:
DELETE PAINT
[ 采取的措施]
检查删除语句后面的字符串并改正它。
[ 相关规格]
颜色,单色图像显示
2408 UGC DEF 语句
被指定的非法寄存说明指令
[ 索引]
无
[ 字符串]
无
[ 代码]
用户图像内部代码
[ 可能的故障位置]
用户图形指令的DEF 语句中所指定的字符串
程序举例:
DEF PAINT
:
[ 采取的措施]
检查紧随DEF 语句的字符串并改正它。
[ 相关规格]
颜色,单色图像显示
2409 UGC 形状登录
未注册的用户图像指令。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 在注册声明陈述和注销声明陈述之间没有用户图像指令( 标准程序陈述除外)。
[ 可能的故障位置]
用户图像指令串
程序举例:
:
DEF WORK
END
:
[ 采取的措施]
在将定义轮廓时增加的用户图像指令。
:
DEF WORK
PS LL, [0, 0], [100, 100], 4
END
:
[ 相关规格]
颜色,单色图像显示
2410 UGC 非法数值
非法数字数据输入
[ 索引]
无
[ 字符串]
无
[ 代码]
5-> 位数溢流
[ 可能的故障位置]
用户图像指令中的数字数据
常数信息=’ 程序例
DEF WORK
PS LL, [0, 0], [1000000, 100], 4
END
[ 采取的措施]
检查数字数据并改正它。
DEF WORK
PS LL, [0, 0], [100, 100], 4
END
[ 相关规格]
颜色,单色图像显示
2411 UGC 非法字符
指定非法操作代码
[ 索引]
无
[ 字符串]
无
[ 代码]
1->ASCII 码的十六进制数
[ 可能的故障位置]
用户图像指令串
程序示例:
DEF WORK
PS LL, [0, 0], [100&100], 4
END
[ 采取的措施]
把下面未列入的那些字符变成相应字符或操作功能。
0 到9, A 到Z, ], , , +, -, *, /, [, =
DEF WORK
PS LL, [0, 0], [100, 100], 4
END
[ 相关规格]
颜色,单色图像显示
2412 UGC 用户变量
非法指定的用户变量
[ 索引]
无
[ 字符串]
无
[ 代码]
0-> 无用户变量数登录
1-> 输入下列用户变量数
2-> 指定用户变量的数字溢出
[ 可能的故障位置]
用户图形指令串中以 “D” 开头的字符串
程序举例:
DEF 工作
PS LL, [0, 0], [D100, 100], 4
结束
[ 采取的措施]
修正用户时间变量(D0 – D99) 或字符串。
DEF WORK
PS LL, [0, 0], [D10, 100], 4
END
[ 相关规格]
颜色,单色图像显示
2413 UGC 系统变量
非法指定的系统变量
[ 索引]
无
[ 字符串]
无
[ 代码]
0-> 无系统变量数登录
1-> 输入下列系统变量数
2-> 指定的系统变量数字溢出
[ 可能的故障位置]
用户图形指令串中以 “S” 开头的字符串
程序举例:
DEF WORK
PS LL, [0, 0], [S100, 100], 4
END
[ 采取的措施]
修正用户时间变量(S0 – S9) 或字符串。
DEF WORK
PS LL, [0, 0], [S10, 100], 4
END
[ 相关规格]
颜色,单色图像显示
2414 UGC 非法命令
非法定义的字符串
[ 索引]
无
[ 字符串]
无
[ 代码]
ASCII 码的十六进制数或者用户图像内部代码
[ 可能的故障位置]
用户图像指令串
程序举例:
DEF WORK
PS LZ, [0, 0], [100, 100], 4
END
[ 采取的措施]
检查和校正用户图像指令字符串。
DEF WORK
PS LL, [0, 0], [100, 100], 4
END
[ 相关规格]
颜色,单色图像显示
2415 UGC 程序要素溢出
因子代码存储栈或因子数据存储栈的溢出
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 字符串转换中因子代码码存储栈溢出
2-> 字符串转换中因子代码码存储栈溢出
3-> 指令产生中因子代码存储栈溢出
4-> 指令产生中因子代码存储栈溢出
[ 可能的故障位置]
用户图像指令串
程序举例:
D1 = D1 + 1 +1 + 1 …. + 1
<—————>125 或更多
[ 采取的措施]
用户图像指令串
减少因子代码和因子数据组设定,或用替代语句分割表达式。
D1 = D1 + 1 +1 …. + 1
<———–> 小于等于 124
[ 相关规格]
颜色,单色图像显示
2416 UGC 坐标数据
不匹配的左右括号,非法因子代码,不合理的坐标数
[ 索引]
TURRET
[ 字符串]
无
[ 代码]
1-> 除赋值语句的指令中左右括号数,非法因子代码,多余括号数不匹配
2-> 除赋值语句的指令中左右括号数不匹配
3-> 除赋值语句的指令中左右括号数,非法因子代码,指令坐标数的不合理和多余括号数不匹配
[ 可能的故障位置]
用户图像指令
程序举例:
:
PF 3, [0, 0], [10, 0], [0, 10], [7, 8], 4
:
[ 采取的措施]
检查和校正用户图像指令的格式。
:
PF 3, [0, 0], [10, 0], [0, 10], 4
:
[ 相关规格]
颜色,单色图像显示
2417 UGC END 语句
UGC: 结束语句
[ 索引]
TURRET
[ 字符串]
无
[ 代码]
1-> 减速结果没有LF
[ 可能的故障位置]
END 语句在用户图像指令串中
程序举例:
:
DEF WORK
:
END X
[ 采取的措施]
仅在END 语句后删除字符串。
:
DEF WORK
:
结束
[ 相关规格]
颜色,单色图像显示
2418 UGC 命令溢出
用户图像指令存储栈溢出
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 随用户图像指令串存储区( 堆叠) 的溢出
[ 可能的故障位置]
用户图像指令串
程序举例:
:
* DEF
| :
* END
*-* 多于600 字节
[ 采取的措施]
减少指令串中的指令数,或减少用于宏指令的必要内存空间。
:
* DEF
| :
* END
*-* 减少到小于600 字节
[ 相关规格]
颜色,单色图像显示
2419 UGC 命令格式
语法错误:
POINT 语句, VIEW 语句, WINDOW 语句, LINE 语句, CIRCLE 语句, PAINT 语句, PAINTI 语句,
PAINTS 语句, PAINTP 语句, CALL 语句, PLAIN 语句和赋值语句。
[ 索引]
无
[ 字符串]
无
[ 代码]
用户图像内部代码
[ 可能的故障位置]
用户图像指令
程序举例:
:
PS L, [0, 0], [100, 100], 4
:
[ 采取的措施]
检查用户图像指令的语法;按需要进行校正。
:
PS LL, [0, 0], [100, 100], 4
:
[ 相关规格]
颜色,单色图像显示
2420 UGC 附加参数
非法被编程的附加参数
[ 索引]
无
[ 字符串]
无
[ 代码]
1
非法圆弧旋转方向( 除省略号, L 和R 外)
非法三角角度 ( 除省略, 0, 1 和2)
指令非法线型,文件类型和颜色 ( 除省略和0-7)
[ 可能的故障位置]
附加用户图像指令参数
程序举例:
LI [100, 100], 9
:
[ 采取的措施]
检查用户图像指令附加参数;按需要校正。
:
LI [100, 100], 6
:
[ 相关规格]
颜色,单色图像显示
2421 UGC 表达式
表达式句法错误
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 多于一个答案
2-> 表达式中的程序结束代码
3-> 操作存储栈超
4-> 操作数目不匹配
5-> 操作分类代码存储栈超
左括号”[” 与右括号”]” 数目不匹配。
6-> 三个以上的下标表达式
[ 可能的故障位置]
在用户图像指令中的替代语句和二次方程表达式
程序举例:
:
PS LL, [0, 0], [100, 100, 100], 4
[ 采取的措施]
检查和校正替代语句以及二次方程的表达式。
:
PS LL. [0, 0], [100, 100], 4
:
[ 相关规格]
颜色,单色图像显示
2422 UGC 形状登录区域溢出
原先注册区的和现在注册区的总数超过轮廓注册区的容许值。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 没有可用的轮廓注册区。
[ 可能的故障位置]
用户图像库区域

[ 采取的措施]
删除当前用户图像指令串,或删除没必要的用户参数图像指令串这些指令串是在登录当前数据之前已经登录过的。
[ 相关规格]
颜色,单色图像显示
2423 UGC 删除失败
没有要删除的用户图像指令串。
[ 索引]
无
[ 字符串]
无
[ 代码]
1-> 要删除的用户图像指令未登录。
MC937008R0700602950001
[ 可能的故障位置]
删除用户图像指令语句
:
DELETE MACRO[8]
:
[ 采取的措施]
检查和校正要删除的指令串。
[ 相关规格]
颜色,单色图像显示
2424 同步误差修正中
这说明在同步轴控制操作中同步错误修改模式打开或同步位移量设定模式打开。
[ 索引]
无
[ 字符串]
无
[ 代码]
同步错误( 十六进制的)
[ 可能的故障位置]
这说明建立的模式是用于改正同步的错误。
操作举例:
当将任选参数( 位)37 号位0 或位1 设定在”1″ 时,则建立同步错误改正模式或同步位置移动量设定模式。
[ 采取的措施]
此报警信息只代表模式,并且没有特殊措施可以采取。取消已指定的模式并复位控制功能。报警将被清除。
[ 相关规格]
同步轴规格
2425 主循环超时
2426 DNC-B 远程运行
在DNC-B 远程模式操作中,产生报警。
[ 索引]
无
[ 字符串]
无
[ 代码]
通讯中产生的错误号
[ 可能的故障位置]
DNC-B 远程模式操作中产生的一个错误。
[ 采取的措施]
由于报警代码指出报警号,因此参考错误注册表来检查报警原因。
[ 相关规格]
DNC-B
2430 轴互锁
(1) 在X 轴没有处于距离机床零点10mm 范围之内时,指定了一个B 轴指令。
(2) 或,在自动/MDI 操作中,试图在非Z 轴回退位置的地方旋转B 轴。
[ 索引]
无
[ 字符串]
无
[ 代码]
6: 在DCC-15/25/25Y 上,未将Y 轴定位在机床零点就发出了一个B 轴指令。
7: 在DCC-15/25/25Y 上,同时发出了Y 轴和B 轴指令。
8: 尽管未将X 轴定位在其原点位置No.1,还是发出了B 轴指令。
9: 尽管Z 轴未处于距离其原点位置No. 3 的100 mm 范围之内,还是发出了B 轴指令。
A: 在A 托盘位于机床之内时,指定了B 轴。
11: 在自动运行或MDI 运行时, Z 轴已经超出了允许B 轴旋转的上下极限之间的范围。或,在Z 轴指令值超出了极限范围
时,
B 轴并没有位于允许进入B 轴旋转禁止范围 ( 机床坐标) 的角度上。
12: 在Z 轴处于极限范围之外时,试图用脉冲手轮沿着远离B 轴旋转的Z 轴极限范围的方向进行Z 轴运动。或,试图进行B
轴旋转。
13: 在Z 轴处于极限范围之外时,试图通过手动快速横向进给或JOG 进给沿着远离B 轴旋转的Z 轴极限范围的方向进行Z
轴运动。或,试图进行B 轴旋转。
14: 在Z 轴处于B 轴旋转的极限范围之外时,试图进行B 轴分度。
15: 在自动/MDI 操作中,试图在非Z 轴回退位置的地方旋转B 轴。
[ 采取的措施]
11: 将B 轴定位在允许进入B 轴旋转禁止范围的角度上。或,将Z 轴移入B 轴旋转的上、下限之间的范围。
12: 将Z 轴移入B 轴旋转的上、下限之间的范围。
13: 将Z 轴移入B 轴旋转的上、下限之间的范围。
14: 将Z 轴移入B 轴旋转的上、下限之间的范围。
15: Z 轴使B 轴在原点位置NO.10 旋转。
B 轴旋转互锁功能无效。
[ 相关规格]
代码:
15: B 轴旋转互锁
2431 APC 随行工作台分度条件
NC 不能正常地从多托架APC 读出托架位置的确认信号。
[ 字符串]
PR -> 从一托架位置确认LS 来的信号具有无效的奇偶性。
[ 代码]
XXYY : 读数据
YY :
位 0 -> LS 1 号
1 -> LS 2 号
2 -> LS 4 号
4 -> LS 8 号
XX :
位 8 -> 奇偶性LS
[ 字符串]
NO -> 在正常情况下托架号不变。
[ 代码]
XYY-> 读数据
X :
1-> CW 旋转
2-> CCW 旋转
YY : 托架号
[ 字符串]
COM-> 当APC 停止时指定一个托架号,但托架未完全定位。
[ 代码]
指定托架号
[ 字符串]
PLEX-> 虽然已将托架装在安装站上,在托架库旁托架出现的确认LS 没有ON。